Станок гидроабразивной резки с ЧПУ для точной и экономичной резки любых материалов
2026-03-17
содержание
- Станок гидроабразивной резки с ЧПУ: универсальный инструмент для сложных задач
- Принцип работы: почему вода режет металл?
- Бескомпромиссная универсальность: что можно резать?
- Экономика процесса: где скрыта реальная выгода?
- Критерии выбора: на что смотреть перед покупкой?
- Ограничения и будущее технологии
Станок гидроабразивной резки с ЧПУ: универсальный инструмент для сложных задач
Представьте себе инструмент, который режет сталь с точностью ювелира, гранит — без сколов, а композитные материалы — без вредных испарений. Это не фантастика, а ежедневная реальность современного производства. Станок гидроабразивной резки с ЧПУ давно перестал быть экзотикой. Сегодня это экономически обоснованное решение для цехов, которые устали от компромиссов между качеством, скоростью и универсальностью. Мы видели, как предприятия теряют контракты из-за термической деформации деталей или тратят часы на постобработку. Именно здесь водная струя с частицами абразива демонстрирует свою истинную мощь, превращаясь в холодный, точный и невероятно гибкий режущий инструмент.
Принцип работы: почему вода режет металл?
Ключ к пониманию эффективности гидроабразивной резки — отказ от представления о простой струе воды. Это высокотехнологичный процесс, где вода выступает лишь носителем. Установка создает давление в 3000–6200 бар, фокусируя поток через алмазное или сапфировое сопло диаметром менее миллиметра. На выходе скорость струи достигает 900–1000 м/с, что втрое превышает скорость звука. В камеру смешения добавляется гранатовый абразив — именно эти твердые частицы, ускоренные водяной пулей, и выполняют микроскалывание материала. Поскольку кинетическая энергия преобразуется в механическое разрушение, в зоне реза отсутствует тепловое воздействие. Это коренным образом отличает технологию от плазменной или лазерной резки и открывает уникальные возможности.
Бескомпромиссная универсальность: что можно резать?
Некоторые могут возразить, что лазер быстрее на тонкой стали, а плазма — дешевле для толстого листа. Однако сила гидроабразива в его абсолютной всеядности. Он не выбирает материал, что кардинально упрощает логистику и планирование в цехе. Рассмотрим конкретные примеры из нашей практики.
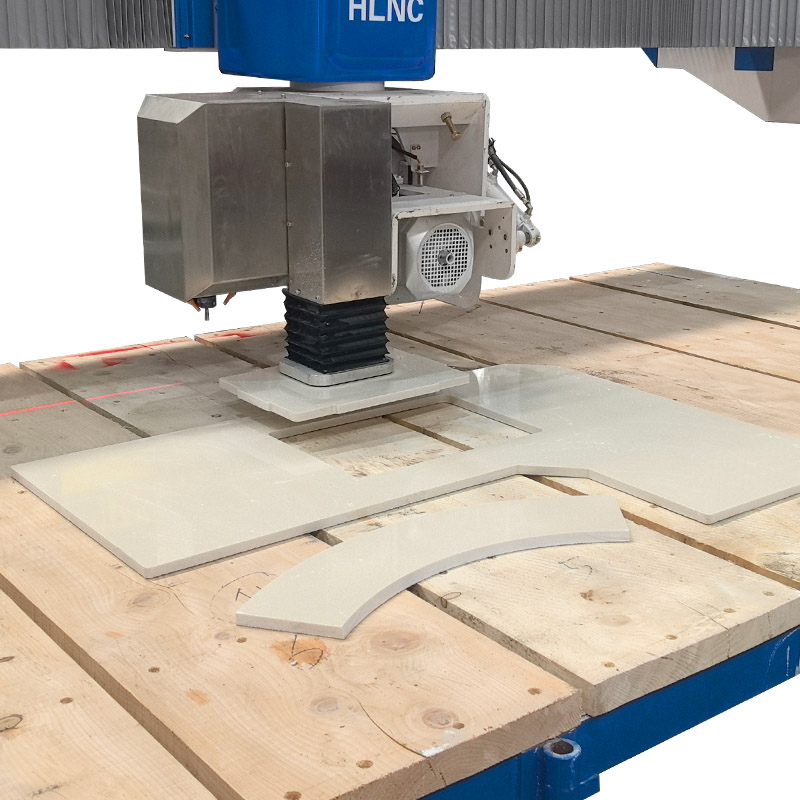
Клиент из аэрокосмической отрасли столкнулся с проблемой резки титановых сэндвич-панелей. Лазер вызывал межслойное напряжение и изменение микроструктуры кромки, что вело к браку. Переход на гидроабразивную резку с ЧПУ позволил получать идеальные кромки без зоны термического влияния, сохраняя критически важные свойства материала. Другой пример — мастерская по обработке камня. Резка сложных узоров в граните или мраморе алмазным диском приводила к сколам на углах и ограничивала геометрию. Водно-абразивный станок с высокой точностью позиционирования по осям X, Y, Z и C (с поворотной головой) позволил реализовать любые дизайнерские замыслы с первого прохода.
Именно в таких сложных задачах, особенно при работе с натуральным камнем, проявляют себя комплексные решения от ведущих производителей оборудования. Например, компания ООО “Fujian Province Hualury Machinery” предлагает широкий спектр профессионального оборудования для обработки камня, включая мостовые станки с ЧПУ (от 3 до 5 осей), системы водоструйной резки, модульные обрабатывающие центры, а также фрезерные и гравировальные станки с ЧПУ. Их оборудование, предназначенное для обработки мрамора, гранита, кварцевого камня и других материалов, поддерживает высокоточную прямую и криволинейную резку, сверление, профилирование, снятие фасок и даже 3D-резьбу. Такие интегрированные решения, включая автоматические кромкошлифовальные станки и 7-осевые роботы KUKA, находят широкое применение в производстве столешниц и архитектурной отделке, помогая клиентам по всему миру повышать эффективность и качество выпускаемой продукции.
- Металлы: сталь, алюминий, медь, титан, латунь, инструментальные стали любой твердости и толщины (до 300 мм и более).
- Камень и керамика: гранит, мрамор, керамогранит, плитка — резка без сколов и трещин.
- Композиты и стекло: углепластик, бронестекло, многослойные материалы без расслоения и вредных выделений.
- Резина, пластик, пеноматериалы: чистая кромка без оплавления и токсичного дыма.
Экономика процесса: где скрыта реальная выгода?
Первоначальная стоимость станка гидроабразивной резки часто выше, чем у лазерных или плазменных аналогов. Но истинная экономика раскрывается при расчете совокупной стоимости владения. Мы анализировали отчеты предприятий и видели закономерность: основные затраты смещаются с этапа резки на этапы, которые идут до и после нее.
Во-первых, минимальные затраты на подготовку. Не нужно фиксировать деталь мощными прижимами — струя не создает механического усилия. Это экономит время на крепление и позволяет резать хрупкие заготовки. Во-вторых, сокращение или полное отсутствие постобработки. Кромка после гидроабразива часто не требует шлифовки, фрезеровки или зачистки от окалины. Качество поверхности может достигать Ra 1.6–3.2 мкм. В-третьих, рациональное использование материала. Тонкая струя (0.7–1.2 мм) и точность ЧПУ (±0.1 мм) позволяют выполнять плотное гнездование деталей, сокращая отходы на 10–20% по сравнению с другими методами. Наконец, один станок заменяет несколько единиц оборудования, экономя производственные площади и упрощая управление.
Критерии выбора: на что смотреть перед покупкой?
Выбор конкретной модели — это всегда баланс между задачами и бюджетом. Ориентируйтесь не на максимальные рекламируемые параметры, а на те, что соответствуют 80% ваших ежедневных работ. Вот ключевые пункты для проверки.
Давление и мощность насоса. Насос высокого давления — сердце станка. Агрегаты на 3800–4200 бар подходят для большинства задач по резке металлов до 100 мм и неметаллов. Давление выше 6000 бар нужно для сверхточных работ или экстремальных толщин. Уточняйте ресурс ключевых компонентов насоса — плунжерных пар и уплотнений. Их замена является плановой, но ее периодичность и стоимость сильно варьируются.
Система ЧПУ и точность позиционирования. Обратите внимание не только на линейные скорости (до 15 000 мм/мин), но и на точность позиционирования и повторяемости. Для художественной резки или аэрокосмических деталей критична точность контурного слежения. Современные системы используют серводвигатели с обратной связью и программное обеспечение с функциями автоматического управления углом наклона режущей головы (для компенсации конусности).
Конструкция и размеры стола. Стол с водяной ванной габаритами 2х4 м — стандарт для среднего производства. Проверьте грузоподъемность (может достигать нескольких тонн) и систему поддержки материала. Решетчатые ламели со временем изнашиваются — уточните стоимость и доступность их замены. Для резки листовых материалов критически важна система автоматической подачи (конвейер), интегрированная с ЧПУ.
Расходные материалы: абразив и сопла. Основная операционная статья — гранатовый абразив (мешок 25 кг). Его расход зависит от давления и толщины материала. Сопло (водяное и смесительное) — это consumable с ограниченным ресурсом (50–150 часов). При выборе станка обязательно запросите данные о среднем расходе абразива на резку 1 погонного метра вашего типового материала и прайс на комплектующие.
Ограничения и будущее технологии
Объективности ради, отметим и ограничения. Скорость резки тонкого листового металла (до 5 мм) у гидроабразива ниже, чем у лазера. Процесс требует утилизации отработанной воды с остатками абразива и материала, что влечет за собой экологические обязательства и затраты. Уровень шума достаточно высок, требуется звукоизоляция помещения.
Однако отрасль не стоит на месте. Тренды ведут к повышению энергоэффективности насосов, внедрению систем рециркуляции и очистки воды, а также развитию интеллектуального программного обеспечения. Алгоритмы на основе искусственного интеллекта начинают использоваться для оптимизации траектории и скорости реза в реальном времени, предсказания износа сопла и минимизации конусности кромки. Как отмечается в обзорах технологий машиностроения, гидроабразивная резка укрепляет свои позиции как ключевая гибкая производственная технология (ГПТ) для мелкосерийного и единичного производства сложных изделий.
Станок гидроабразивной резки с ЧПУ — это не просто резак. Это стратегическое решение для производства, которое ценит гибкость, качество и готово смотреть на стоимость владения в перспективе. Он стирает границы между материалами, позволяя инженерам и дизайнерам воплощать идеи, которые раньше были невозможны или чрезмерно дороги. Когда следующий проект потребует от вас невозможного — разрезать неразрезаемое, — вы будете знать, куда смотреть.