Как выбрать станок гидроабразивной резки с чпу? На что обратить внимание: давление, точность, насос
2025-12-23
Выбор станок гидроабразивной резки с чпу — сложная техническая задача, от которой зависит качество резки и эффективность производства. В этой статье мы разберем ключевые параметры: рабочее давление насоса, конструкцию для обеспечения точности и тип насосной станции, чтобы помочь вам принять взвешенное решение.
Понимание технологии: почему вода режет камень?
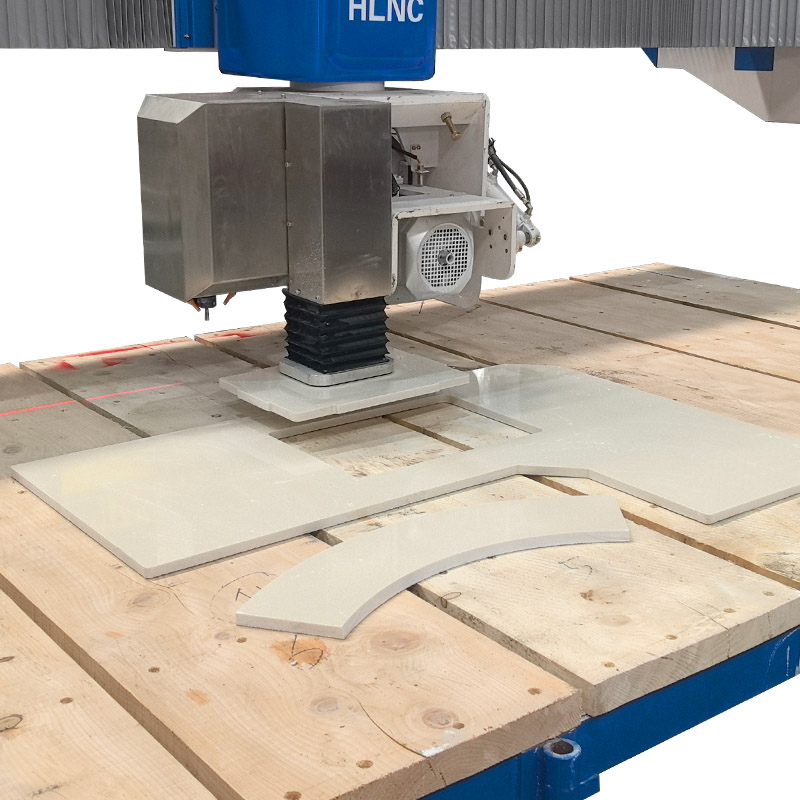
Принцип гидроабразивной резки (WaterJet) основан на преобразовании энергии воды в тончайшую режущую струю. Насос сверхвысокого давления (до 6000 бар и выше) подает воду через малое отверстие в режущей головке (сопле, диаметром 0.2-0.4 мм), создавая скорость струи, превышающую скорость звука. В струю добавляется абразивный материал (чаще всего гранатовый песок), который и выполняет основную работу по эрозии (вымыванию) материала.
Ключевое преимущество технологии — холодная резка. В отличие от плазменной или лазерной обработки, здесь отсутствует тепловое воздействие на материал. Это означает, что нет зоны термического влияния (ЗТВ), которая может привести к изменению структуры, оплавлению кромок или появлению внутренних напряжений в детали. Именно поэтому гидроабразив идеально подходит для резки термочувствительных материалов, многослойных композитов или закаленных сталей.
В контексте камнеобработки это свойство бесценно. Вы можете резать гранит, мрамор, кварцит, стекло или керамогранит без риска появления микротрещин от перегрева. Кромка получается матовой, без следов оплавления, что часто избавляет от необходимости дополнительной обработки. Однако, как я убедился на практике, качество этой кромки напрямую зависит от нескольких критических факторов, о которых мы поговорим далее.
Сердце системы: насос и рабочее давление
Насос высокого давления — это буквально «двигатель» всего станка. От его типа и создаваемого давления зависит не только скорость резки, но и ее чистота, а также эксплуатационные расходы. На рынке представлены два основных типа: насосы с усилителем давления (интенсификаторы) и прямого действия. Для промышленного применения в камнеобработке почти повсеместно используются насосы интенсификаторного типа, способные стабильно выдавать давление в 3800, 4200 или даже 6000 бар.
Существует распространенное заблуждение, что чем выше давление, тем однозначно лучше. Это не совсем так. Да, рост давления с 3800 до 6000 бар может увеличить скорость резки гранита на 30-50%, что критично для крупных производств. Но эта эффективность имеет свою цену:
- Пропорционально возрастает износ компонентов (уплотнений, трубок высокого давления, сопел).
- Требуется более дорогой и качественный абразив.
- Увеличивается потребление электроэнергии.
Поэтому для небольшой мастерской, выполняющей штучные заказы, мощный и дорогой насос на 6000 бар может оказаться неоправданной инвестицией. Станка с надежным насосом на 3800-4200 бар часто бывает более чем достаточно.
Надежность насоса — ключевой фактор. Обратите внимание на репутацию производителя (например, KMT, Flow, WOMA) и наличие сервисной поддержки в вашем регионе. Срок службы ключевых компонентов (плунжерных пар, уплотнений клапанов) должен измеряться тысячами часов. В технических спецификациях таких производителей, как ООО “Fujian Province HuaLong Machinery”, этот параметр всегда четко указан, что говорит об уверенности в своем продукте.
Точность реза: от чего зависит и как ее обеспечить
Когда говорят о точности гидроабразивного станка, имеют в виду не одно, а несколько взаимосвязанных понятий: позиционная точность перемещения порталя, повторяемость и, что особенно важно, конусность реза (так называемый «веер» струи). Позиционная точность (обычно в пределах ±0.05–0.1 мм) обеспечивается качеством прецизионных направляющих (линейные рельсы), шарико-винтовых пар (ШВП) и датчиками обратной связи.
Однако даже идеально точное движение порталя не гарантирует идеально вертикальный рез. Из-за физических свойств струи (трение о материал, замедление) разрез всегда имеет небольшую конусность: сверху он немного шире, чем внизу. Величина этого конуса зависит от скорости реза, типа материала и, что важно, от конструкции режущей головки. Современные системы используют автоматическую компенсацию конусности (Taper Compensation), слегка наклоняя головку в процессе реза, чтобы получить перпендикулярные стенки. Это must-have функция для высокоточных работ, например, при изготовлении деталей для последующей прессовой посадки.
Еще один фактор, влияющий на чистоту и точность кромки, — система подачи и дозирования абразива. Непостоянный поток абразива приводит к неравномерному износу струи и «волнистой» кромке. Качественные станки оснащены точными абразо-дозаторами с вибрационным или шнековым принципом подачи, которые поддерживают постоянную массу абразива в струе, независимо от уровня в бункере.
Конструкция станка: портал, стол, система управления
Жесткость и устойчивость несущей конструкции (портала) — основа точности. Станок испытывает значительные динамические нагрузки при разгоне и торможении тяжелой режущей головки. Если портал или балка будут «играть», о высокой точности можно забыть. Производители решают эту задачу, используя сварные стальные конструкции с внутренними ребрами жесткости, которые часто рассчитываются методом конечных элементов (FEA-анализ) для оптимизации веса и прочности. Визуально массивная, тяжелая рама — обычно хороший знак.
Рабочий стол также требует внимания. Для резки камня используются столы с ламелями (решетки), которые можно менять по мере износа. Расстояние между ламелями должно быть небольшим, чтобы предотвращать провисание и сколы на нижней кромке тяжелых каменных плит. В продвинутых комплектациях встречаются системы подводного резания, где плита погружена в воду. Это радикально снижает шум (до 75 дБ) и практически устраняет образование пылеабразивной взвеси в воздухе, что критически важно для соблюдения санитарных норм в цехе.
Система ЧПУ — это «мозг» операции. Современные контроллеры (например, на базе Siemens, Syntec или собственной разработки) должны позволять не только импортировать сложные чертежи из CAD (DXF, DWG), но и иметь интеллектуальные функции. Например, автоматическое гнездование (раскладка деталей на плите для минимизации отходов), оптимизация пути реза для сокращения времени и симуляция процесса для предотвращения столкновений. Удобный и интуитивно понятный интерфейс на русском языке — не роскошь, а необходимость для быстрого обучения операторов.
Эксплуатация и экономика: абразив, расходники, обслуживание
При оценке стоимости владения станком цена самого оборудования — это лишь часть айсберга. Основные операционные расходы приходятся на абразивный материал и расходные части режущей головки. Стандартный абразив — гранатовый песок (альмандин) 80 или 120 Mesh. Его расход может составлять 300-500 грамм в минуту, а стоимость тонны качественного импортного абразива — значительная статья бюджета. Некоторые поставщики предлагают системы рекуперации (повторного использования) абразива, но для камня они часто неэффективны из-за сильного загрязнения частиц шламом.
Расходные элементы (consumables) требуют регулярной замены:
- Сопло (драгоценный камень — сапфир или рубин): срок службы 100-200 часов.
- Смесительная трубка (карбид вольфрама или алмаз): срок службы от 50 до 200 часов в зависимости от качества абразива.
- Уплотнительные кольца, фильтры высокого давления.
Важно понимать стоимость и доступность этих деталей. Качественная трубка из карбида вольфрама может стоить от 100 до 250 евро. Недорогие, но быстроизнашивающиеся аналоги в итоге обходятся дороже.
Наконец, сервис. Убедитесь, что поставщик предоставляет полную техническую документацию, проводит пусконаладку и обучение ваших специалистов. Наличие сервисных инженеров и склада запчастей в вашей стране или регионе (СНГ) избавит от многомесячных простоев в случае серьезной поломки. Долгосрочная поддержка от опытного производителя, такого как ООО “Fujian Province HuaLong Machinery”, который специализируется на комплексных решениях для камня, часто оказывается более важным фактором, чем единовременная экономия на покупке малоизвестного бренда.
Выбор оптимального станка гидроабразивной резки с ЧПУ — это баланс между технологическими возможностями (давление, точность) и экономической целесообразностью (стоимость владения, обслуживание). Главное — четко определить ваши текущие и будущие производственные задачи, чтобы инвестиции приносили отдачу.
Если у вас есть специфические вопросы по резке определенных материалов или вы хотите поделиться своим опытом — пишите в комментариях. Чтобы наглядно оценить возможности современного гидроабразивного оборудования, посмотрите видео процессов резки на нашем сайте.