Камнерезный станок для гранита: инновации?
2026-03-01
Когда слышишь ?инновации в камнерезных станках?, сразу представляешь что-то футуристическое. Но на деле, часто под этим словом скрывается простая модернизация узлов. Главный вопрос — что реально меняет работу в цеху, а что лишь маркетинг? Поговорим о граните, самом капризном материале.
Гранит: почему он диктует правила
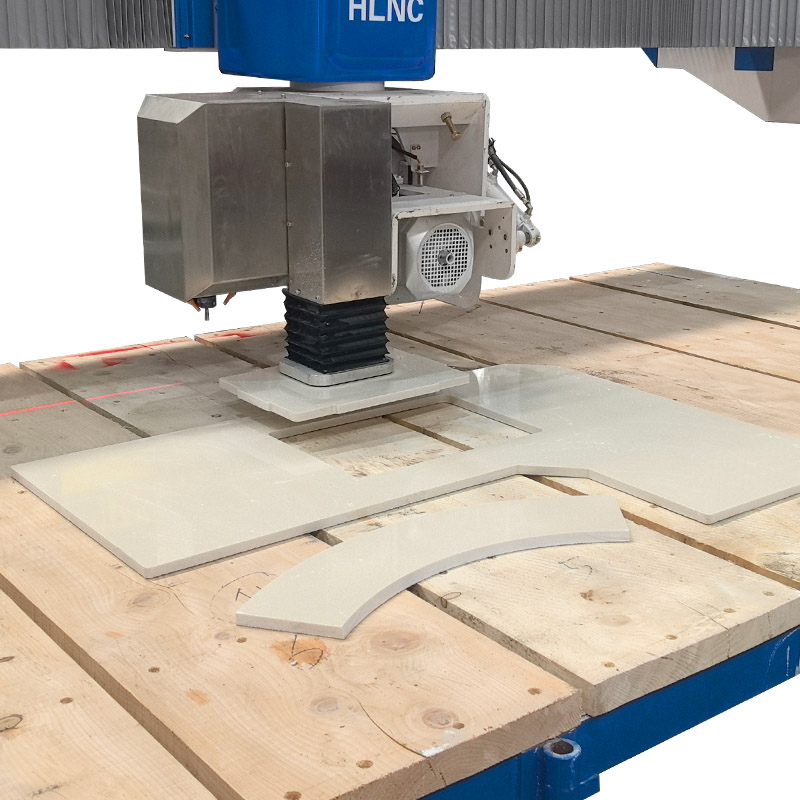
С гранитом не совращаешь. Любой, кто хоть раз пытался резать его на устаревшем оборудовании, знает — это история про низкую производительность и гору брака. Твердость, абразивность, неоднородность структуры. Станок должен не просто резать, а ?чувствовать? материал, компенсировать его сопротивление. Здесь инновация — это не обязательно робот-манипулятор. Часто это доработка системы подачи, которая исключает вибрацию при встрече с твердыми включениями в породе.
Помню, лет десять назад многие гнались за мощностью двигателя, считая это панацеей. Ставили моторы на 30-40 кВт, но проблема была в другом — в кинематике. Если направляющие или винты подачи не обеспечивают плавность хода, вся эта мощность уходит в сколы на кромке и ускоренный износ алмазного инструмента. Камнерезный станок превращался в тирану, пожирающего диски.
Сейчас вектор сместился. Ключевое — управление нагрузкой на инструмент в реальном времени. Видел решения, где система на основе датчиков тока автоматически регулирует скорость подачи. Это не космические технологии, а прикладная мехатроника, но эффект — кардинальный. Брак упал, а ресурс диска вырос на 15-20%. Вот она, настоящая инновация на уровне идеи, а не глянцевого проспекта.
Мостовые пилы: эволюция или революция?
В сегменте мостовых пил для гранита долгое время царил консерватизм. Конструкция ?моста?, движущегося по рельсам, казалась незыблемой. Основные улучшения касались точности этих самых рельсов и материала направляющих. Переход на закаленные и шлифованные стальные направляющие с прецизионными подшипниками качения — это был тихий прорыв лет пять назад.
Но настоящий сдвиг я связываю с интеграцией ЧПУ. И нет, речь не о полной замене оператора. В гранитных цехах часто нужна гибкость: сегодня плитка, завтра ступени, послезавтра сложная подрезка. Станок для гранита с простым, интуитивным ЧПУ, который позволяет запоминать и быстро вызывать параметры реза для разных типов гранита (скажем, для габбро и для гранита Уральского месторождения — это две большие разницы по режимам), экономит массу времени и нервов.
У одного из наших поставщиков, ООО Fujian Province Hualong Machinery (их сайт — bridgesaw.ru), в линейке HLQ есть такие модели. Компания, кстати, работает с 1990 года, и их эволюция хорошо видна: от простых машин к тем, где упор сделан на интеллектуальное управление резом. Они не первые, кто придумал, но их решения часто хорошо сбалансированы по цене и функционалу для среднего производства. Философия ?инновации, качество первых, сервис первых?, которую они декларируют, здесь прослеживается именно в прикладных вещах: в той же системе автоматической смазки рельсов, которая продлевает жизнь станку в запыленном цеху.
Вода, пыль и электроника: вечная борьба
Любой практик знает, что главный враг камнерезного оборудования — не гранит, а влажная пыль. Гранитная пульпа — абразивный ад для всех движущихся частей и, особенно, для электроники. Инновации здесь часто невидимы глазу.
Например, герметизация шкафов управления. Казалось бы, ерунда. Но видел станки, где через полгода в контроллере — каша из пыли и конденсата. И наоборот, удачные решения с избыточным давлением внутри шкафа и лабиринтными уплотнениями на кабельных вводах. Это та самая ?инженерная культура?, которая отличает хорошего производителя. У того же Hualong на своих заводах площадью в те самые 50 000 кв.м. этому, судя по всему, уделяют внимание, потому что нареканий по этой части от клиентов меньше.
Система водяного охлаждения — еще один пункт. Недостаточный напор или забитые фильтры сводят на нет все преимущества алмазного диска. Современные станки все чаще идут с циркуляционными системами с самовсасывающими насосами и многоступенчатой фильтрацией. Это не повышает скорость реза, но кардинально повышает стабильность процесса. Для цеха, работающего в две-три смены, это критически важно.
Алмазный инструмент и станок: поиск симбиоза
Нельзя говорить о станке в отрыве от инструмента. Частая ошибка — купить дорогой станок и экономить на дисках. Или наоборот. Инновация в станке должна быть синхронизирована с возможностями инструмента.
Современные сегментированные алмазные диски рассчитаны на определенные скорости реза и охлаждения. Если станок для гранита позволяет плавно регулировать скорость вращения шпинделя (не просто переключать частотник, а точно выставлять под конкретный диск и материал), это раскрывает потенциал инструмента. Мы проводили тесты: один и тот же диск на станке с фиксированной скоростью и на станке с регулируемой давал разницу в ресурсе до 30%.
Еще один момент — биение шпинделя. Микроскопическое, на десятые доли миллиметра. Для гранита это убийственно. Качественная инновация — это не только применение высокоточных подшипников, но и технология балансировки всего узла в сборе. Это кропотливая работа, которую не увидишь в спецификациях, но которую чувствуешь в работе по ровному, без вибрации, гулу станка.
Цена вопроса и ?неудачные? эксперименты
Инновации стоят денег. Внедрение лазерных систем позиционирования, например, значительно ускоряет разметку и повышает точность. Но их стоимость и уязвимость в условиях цеха часто останавливают. Был у нас опыт с такой системой. Точность — фантастика. Но малейшее загрязнение линзы или случайный удар — и все, простой. Пришлось разрабатывать жесткий защитный кожух, что свело на нет эргономику.
Поэтому сейчас больше востребованы ?осторожные? инновации. Те, что повышают надежность и снижают операционные расходы, а не создают новые, пусть и крутые, функции. Автоматизация замены диска, системы мониторинга износа подшипников, удаленная диагностика — вот что действительно нужно производству.
В этом контексте интересен подход таких производителей, как упомянутая Hualong Machinery. Будучи одним из национальных высокотехнологичных предприятий, они внедряют новые решения, но, как правило, уже обкатанные рынком. Их станки — это часто золотая середина между передовыми технологиями и проверенной надежностью. Для многих российских цехов, где нет инженера-электронщика в штате, это важный фактор.
Итак, инновации ли?
Возвращаясь к заглавному вопросу. Да, инновации в камнерезных станках для гранита есть. Но они редко бывают революционными. Чаще это последовательная, пошаговая работа над узлами и системами. От механической прочности и точности — к интеллектуальному управлению процессом реза. От грубой силы — к хирургической точности и экономии ресурсов.
Самый важный критерий для любой новинки — как она поведет себя через два года интенсивной работы в условиях гранитного цеха, в облаке влажной пыли, при перепадах температур. Инновация, которая не проходит эту проверку, — просто игрушка. Поэтому, выбирая оборудование, стоит смотреть не на список функций, а на конструктивные решения в области защиты, обслуживания и ремонтопригодности. Именно в них скрыта настоящая, рабочая инновационность, которая приносит деньги, а не головную боль.