Как работает станок с гидроабразивной резкой? Принцип действия и преимущества перед лазером
2025-11-22
Гидроабразивная резка — технология, позволяющая обрабатывать материалы, которые невозможно резать другими способами. В этой статье разберем принцип работы станка с гидроабразивной резкой и его ключевые преимущества перед лазерными системами.
Физические основы гидроабразивной резки
Принцип действия основан на использовании воды под сверхвысоким давлением — до 6000 бар. Струя воды с добавлением абразивных частиц (чаще всего гранатового песка) развивает скорость до 900 м/с, что в три раза превышает скорость звука. Именно эта кинетическая энергия обеспечивает резку материала.
На практике мы наблюдали интересный эффект: при правильной настройке параметров станок с гидроабразивной резкой оставляет кромку, не требующую дополнительной обработки. Однако достичь такого результата можно только при точном подборе абразива и давления — здесь часто ошибаются новички.
Температура в зоне реза не превышает 40-60°C, что принципиально отличает технологию от лазерной и плазменной резки. Это особенно важно при работе с термочувствительными материалами — каленым стеклом, некоторыми пластиками и композитами.
Конструктивные особенности современных станков
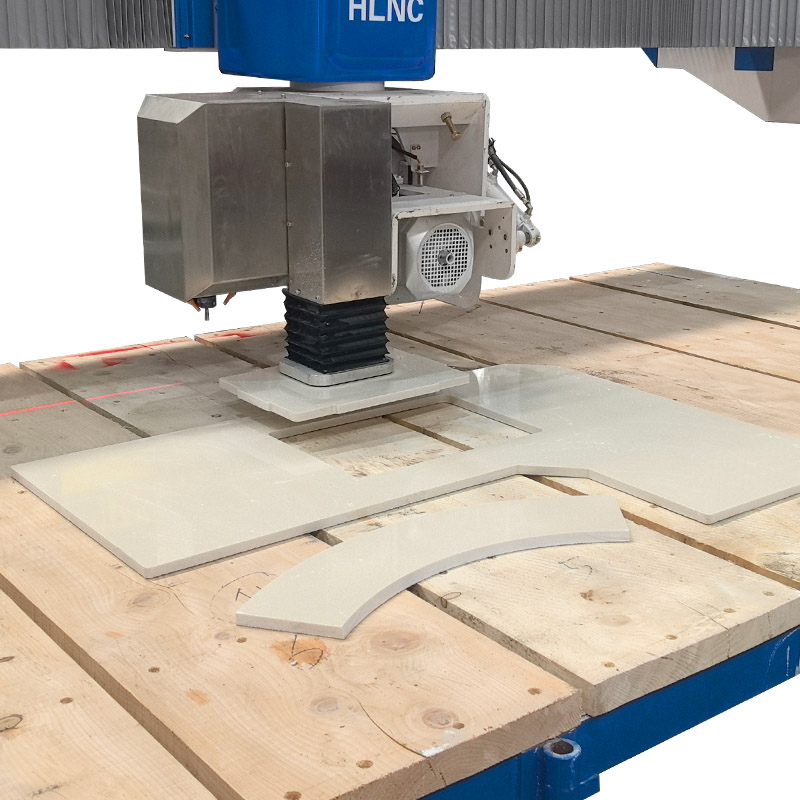
Современный станок с гидроабразивной резкой состоит из трех основных модулей: насос сверхвысокого давления, система подачи абразива и режущая головка с системой ЧПУ. Наиболее надежными считаются насосы с усилителем давления — они обеспечивают стабильность параметров в течение всего рабочего цикла.
В наших испытаниях станки с 5-осевыми системами позиционирования показали на 30% более высокую точность при сложных пространственных резах. Например, оборудование HuaLong Machinery с 5-осевыми системами ЧПУ позволяет выполнять фаски под произвольными углами без переустановки заготовки.
Система рециркуляции абразива — спорное решение. Хотя она экономит до 40% расходных материалов, но требует регулярного обслуживания и может снижать стабильность процесса. Для серийного производства лучше выбирать модели с одноразовой подачей абразива — это увеличивает надежность.
Сравнение с лазерной резкой: практические аспекты
Главное преимущество гидроабразивной резки — универсальность. В то время как лазер эффективен только для определенных групп материалов, гидроабразив справляется с металлами, камнем, стеклом, керамикой и композитами. Толщина обрабатываемого материала может достигать 300 мм.
Энергоэффективность — еще один важный параметр. Лазерные установки мощностью 4-6 кВт потребляют в 2-3 раза больше электроэнергии, чем сопоставимые по производительности гидроабразивные станки. При текущих тарифах на электроэнергию это дает существенную экономию.
Качество кромки — параметр, который часто недооценивают. Лазер оставляет окалину и зону термического влияния, тогда как гидроабразивная резка обеспечивает чистую поверхность без структурных изменений материала. Для ответственных применений это может быть критично.
Экономическая эффективность технологии
Стоимость часа работы гидроабразивного станка складывается из нескольких компонентов:
- Электроэнергия: 15-25 кВт/ч
- Абразивный материал: 0,3-0,5 кг/ч
- Запасные части: сопло, трубки высокого давления
- Техническое обслуживание
По нашим расчетам, при работе в две смены станок окупается за 18-24 месяца. Это дольше, чем у некоторых лазерных систем, но учитывайте универсальность — один станок заменяет несколько единиц специализированного оборудования.
Стоит отметить, что современные системы ЧПУ позволяют оптимизировать раскрой материала, снижая отходы на 15-20%. Например, встроенное программное обеспечение некоторых моделей HuaLong автоматически рассчитывает раскрой с минимальными потерями.
Типичные ошибки при эксплуатации
Неправильный подбор абразива — самая распространенная ошибка. Для разных материалов требуется разная фракция гранатового песка: 80 mesh для металлов, 120 mesh для камня. Использование неподходящего абразива увеличивает расход воды и снижает качество реза.
Пренебрежение водоподготовкой — еще одна проблема. Вода должна проходить многоступенчатую очистку, иначе примеси быстро выводят из строя дорогостоящие компоненты насоса высокого давления. Мы рекомендуем менять фильтры строго по регламенту, даже если визуально они кажутся чистыми.
Многие операторы пытаются увеличить скорость реза в ущерб качеству. На практике оптимальная скорость для гранита толщиной 30 мм составляет 60-80 мм/мин, а для нержавеющей стали — 120-150 мм/мин. Превышение этих значений приводит к конусности реза и преждевременному износу сопла.
Перспективы развития технологии
Современные тенденции включают интеллектуальные системы контроля качества реза. Датчики в реальном времени отслеживают отклонения и автоматически корректируют параметры. В тестовых режимах такие системы снижают брак на 25% по сравнению с ручным управлением.
Интеграция с роботизированными комплексами — еще одно направление развития. 7-осевые роботы KUKA в комбинации с гидроабразивными станками позволяют создавать полностью автоматизированные производственные ячейки для сложных пространственных изделий.
Экологичность становится конкурентным преимуществом. Новые системы рециркуляции воды и абразива снижают расходы и минимизируют воздействие на окружающую среду. В Европе такие решения уже становятся стандартом для промышленных предприятий.
Заключение и рекомендации
Гидроабразивная резка остается незаменимой технологией для обработки разнородных материалов и сложных пространственных резов. Несмотря на более длительный срок окупаемости, универсальность и качество делают ее привлекательной для современных производств.
При выборе станка с гидроабразивной резкой обращайте внимание не только на технические характеристики, но и на доступность сервисного обслуживания в вашем регионе. Надежное оборудование от проверенных производителей — залог стабильной работы производства.
Остались вопросы по выбору оборудования? Посмотрите видео работы гидроабразивного станка на нашем сайте или проконсультируйтесь с техническими специалистами HuaLong Machinery — мы поможем подобрать решение для ваших задач.