








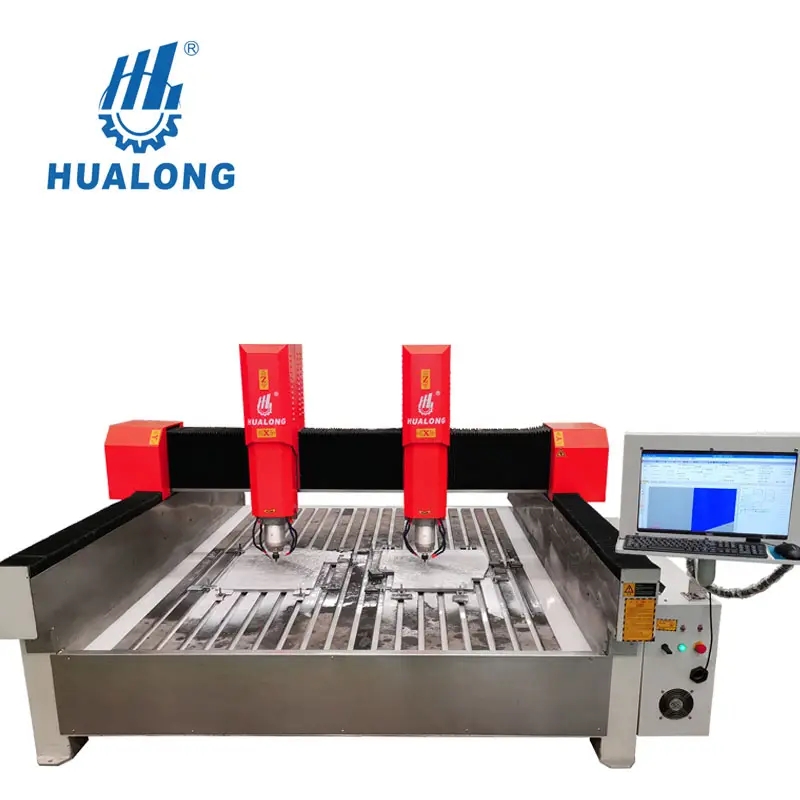
шлифовально фрезерный станок для камня
Когда слышишь ?шлифовально фрезерный станок для камня?, многие сразу представляют универсальный аппарат, который и режет, и полирует за один проход. Но на практике разделение операций остаётся критичным — даже у продвинутых моделей есть свой ?потолок? по одновременной обработке. Заметил, что новички часто путают функционал таких станков с чисто фрезерными или шлифовальными, а потом удивляются, почему кромка гранита получается с микросколом.
Конструкционные особенности, которые влияют на результат
Основа хорошего шлифовально фрезерный станок для камня — не просто жёсткая станина, а продуманная система противовесов и демпфирования. Вибрация — главный враг при обработке мрамора или гранита. Помню, как на одном из первых заказов использовали станок без антивибрационных подушек — все заготовки пошли в брак из-за резонанса.
Шпиндель здесь — отдельная тема. Для твёрдых пород вроде базальта нужны моторы с запасом по мощности, иначе фреза начинает ?гулять? по глубине. Китайские производители, включая ООО Fujian Province Hualong Machinery, в последних моделях ставят частотные преобразователи, но важно смотреть на диапазон регулировки — если он узкий, с кварцитом или габбро будут проблемы.
Система подачи СОЖ — кажется мелочью, но именно здесь чаще всего ошибаются. При фрезеровании камня нужен не просто обильный поток, а точное направление струи на режущую кромку. Однажды пришлось переделывать узел подачи охлаждения на станке HL-850 — заводская конструкция не учитывала разбрызгивание при работе с пористыми материалами.
Опыт эксплуатации в российских условиях
Зимой при отрицательных температурах даже у качественных станков возникают нюансы с гидравликой — если в цехе нет отопления, лучше выбирать модели с морозостойкими маслами. На https://www.bridgesaw.ru часто советуют модификации для северных регионов, но важно заранее уточнять комплектацию.
Сменные инструменты — особая головная боль. Для гранита подходят алмазные фрезы с мелкой насечкой, но при переходе на известняк нужно менять не только оснастку, но и режимы шлифовки. Многие пытаются экономить, используя один набор — в итоге получают ?замыленный? камень с потерянной фактурой.
Электроника современных станков, включая разработки ООО Fujian Province Hualong Machinery, стала надёжнее, но сенсорные панели всё равно боятся каменной пыли. Приходится ставить дополнительные воздушные фильтры — в спецификациях этот момент часто упускают.
Типичные ошибки при выборе режимов обработки
Самое распространённое заблуждение — чем выше обороты, тем чище поверхность. С гранитом это работает до определённого предела, после которого начинается перегрев и выкрашивание связки. Оптимальные параметры пришлось выводить экспериментально — для каждого месторождения камня они свои.
Глубина резания — отдельный разговор. При фрезеровании декоративных пазов не стоит брать больше 3-4 мм за проход, даже если паспорт станка позволяет больше. Иначе вибрация гарантирована, особенно при работе с плитами большой площади.
Шлифовальные головки с автоматической подачей — казалось бы, идеальное решение, но при обработке рельефных поверхностей лучше полуавтоматический режим. Полная автоматика часто ?пропускает? участки с сложной геометрией, приходится переделывать.
Сравнительный анализ производителей
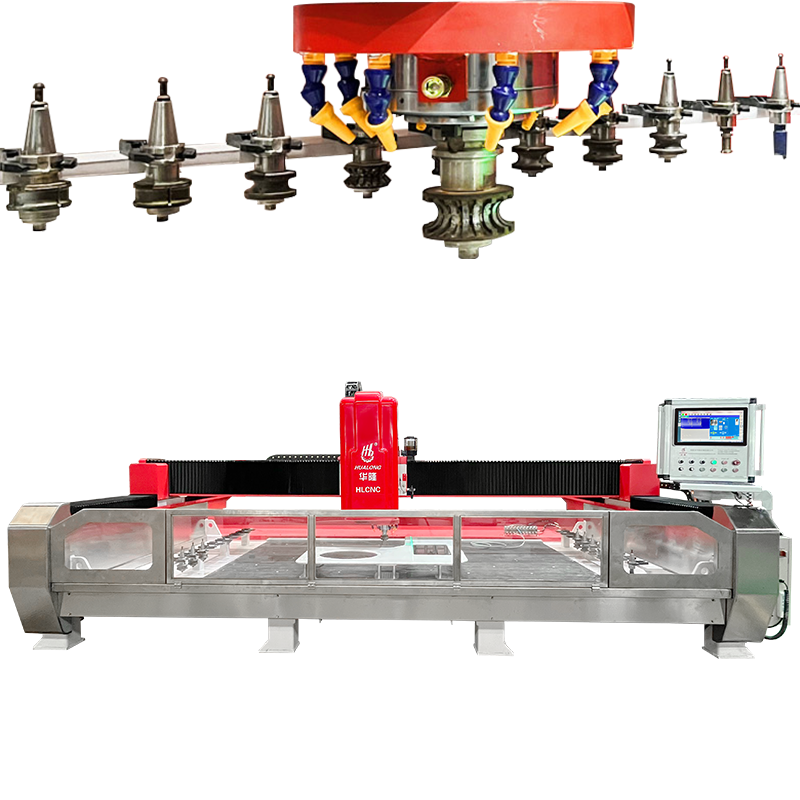
У ООО Fujian Province Hualong Machinery интересные решения по системе ЧПУ — в станках серии HL-CNC продумана компенсация люфтов, что критично для художественной обработки. Но европейские аналоги всё ещё выигрывают в точности позиционирования — разница в 2-3 микрона иногда становится решающей для премиальных проектов.
Заметил, что китайские производители стали внимательнее к мелочам: например, в последних поставках улучшили конструкцию стружкоотсосов — теперь меньше проблем с забиванием каналов при работе с мягкими породами.
При этом сервисная поддержка через https://www.bridgesaw.ru отработана неплохо — запчасти поставляют без задержек, что для России важно. С итальянскими станками бывало ждали компоненты по 2-3 месяца.
Практические кейсы и неочевидные нюансы
При обработке травертина столкнулись с неожиданной проблемой — стандартные вакуумные присоски не держали плиту из-за пористости материала. Пришлось разрабатывать комбинированную систему крепления с механическими зажимами.
Ещё один момент — тепловое расширение станины при длительной работе. Даже у хорошего шлифовально фрезерный станок для камня после 5-6 часов непрерывной работы появляется погрешность в десятые доли миллиметра. Теперь всегда делаем техперерывы для остывания механизмов.
Для мастерских, которые работают с разными материалами, советую обращать внимание на быстросьёмные патроны — смена оснастки занимает минуты вместо получаса. У ООО Fujian Province Hualong Machinery в новых моделях это учтено, но в базовых комплектациях опция часто отсутствует.
Перспективы развития технологии
Судя по последним выставкам, производители активно экспериментируют с комбинированными обработками — например, совмещают фрезерование с гидроабразивной резкой. Но пока такие решения больше прототипы — слишком сложная кинематика.
Более реалистичное направление — улучшение систем отслеживания износа инструмента. Умные датчики, которые предупреждают о необходимости замены фрезы, уже тестируются в станках HL-9000 — если доведут до ума, будет прорыв в эффективности.
Лично считаю, что будущее за модульными конструкциями — когда шлифовально фрезерный станок для камня можно дооснащать под конкретные задачи. Но пока большинство производителей, включая китайские заводы, идут по пути унификации.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Автоматическая мостовая пила HLSQ-650
Автоматическая мостовая пила HLSQ-650 -
 5-осевой гидроабразивный станок с ЧПУ HLRC-3020
5-осевой гидроабразивный станок с ЧПУ HLRC-3020 -
 5-осевой мостовой распиловочный станок с ЧПУ HKNC-500
5-осевой мостовой распиловочный станок с ЧПУ HKNC-500 -
 3-осевой обрабатывающий центр для резки раковины HLNC – 1308
3-осевой обрабатывающий центр для резки раковины HLNC – 1308 -
 Небольшой 3-осевой обрабатывающий центр с ЧПУ по камню HLNCm-1308 Plus
Небольшой 3-осевой обрабатывающий центр с ЧПУ по камню HLNCm-1308 Plus -
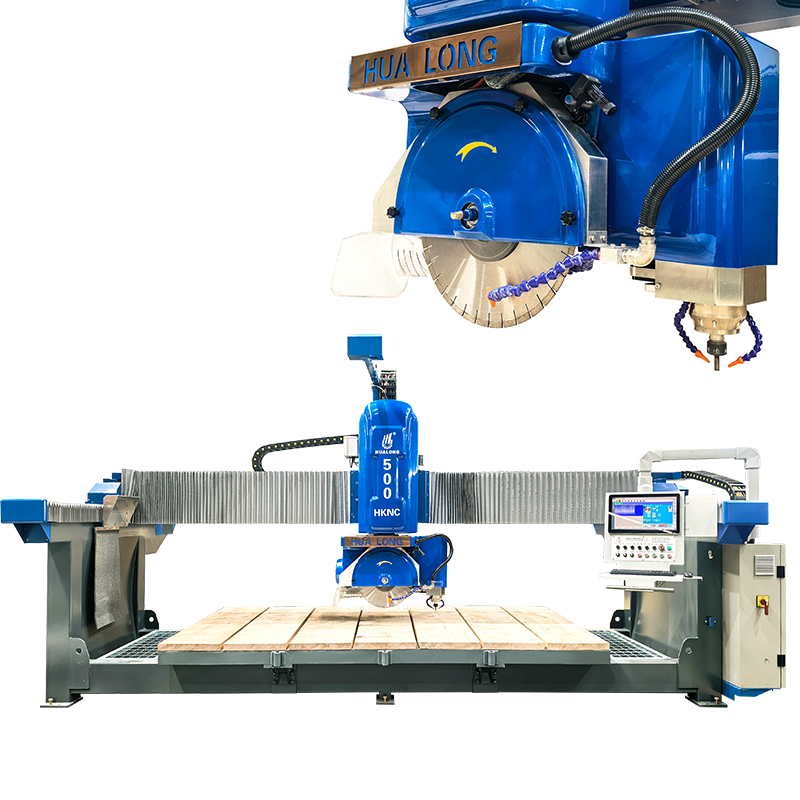 Пятиосевая мостовая пила HKNC-500 Plus
Пятиосевая мостовая пила HKNC-500 Plus -
 Мостовая пила HLSM-800
Мостовая пила HLSM-800 -
 Станок Гидроабразивной Резки HLRC – 2015
Станок Гидроабразивной Резки HLRC – 2015 -
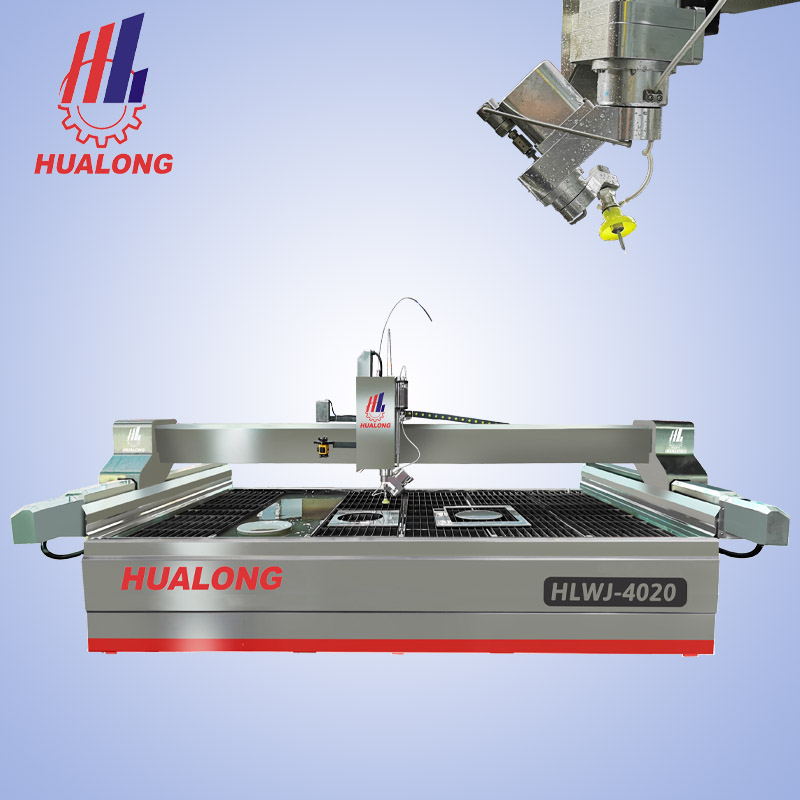 Гидроабразивной резки HLRC-4020
Гидроабразивной резки HLRC-4020 -
 Пятикоординатный мостовой фрезерный станок с ЧПУ HKNC-500 Plus
Пятикоординатный мостовой фрезерный станок с ЧПУ HKNC-500 Plus -
 HKNC-450Plus 5-осевой мостовой станок с ЧПУ
HKNC-450Plus 5-осевой мостовой станок с ЧПУ -
 Пятиосевая мостовая пила HKNC-500 PLUS
Пятиосевая мостовая пила HKNC-500 PLUS
Связанный поиск
Связанный поиск- Установки для резки бордюрного камня
- 3d станок по камню
- Поставщики 3D гравировальный станок для камня для продажи
- купить станок для резки камня водой
- станок для резки гранита с подачей воды чпу
- Станок для гидрорезки купить
- мостовой станок
- 5-осевой станок для резки камня с ЧПУ
- Заводы по производству оборудования для гидроабразивной резки
- Пятиосный мостовой автоматический станок по камню