








чпу для изготовления каменных изделий
Когда слышишь про 'чпу для камня', многие сразу представляют себе идеальные мраморные столешницы или гранитные памятники. Но на деле — это скорее про постоянную борьбу с пылью, треснувшими углами и внезапно сломанными фрезами. Вот об этом редко пишут в рекламных буклетах.
Почему китайские чпу стали нормой в России
Помню, лет десять назад все пытались брать итальянские станки — дорого, но якобы на века. Сейчас же даже крупные мастерские массово переходят на оборудование из Китая. И дело не только в цене. Например, у ООО Fujian Province Hualong Machinery те же пятиосевые чпу спокойно берут нагрузки по 12 часов в сутки, если правильно настроить охлаждение шпинделя.
Кстати, про их сайт bridgesaw.ru — там есть спецификации, которые на первый взгляд кажутся избыточными. Но когда сам сталкиваешься с резкой толстого гранита, понимаешь, почему важны параметры вроде 'момент затяжки вакуумных столов'. Мелочь, а без неё плиту в 200 кг просто не удержать.
Самое главное — китайцы научились делать ремонтопригодные станки. Не то чтобы они ломались чаще, но когда случается поломка, запчасти идут 2-3 недели, а не 3 месяца, как с европейскими аналогами. Для цеха, где каждый простой — это сотни тысяч убытков, это критично.
Типичные ошибки при выборе чпу для камня
Часто смотрю, как люди выбирают станок только по мощности шпинделя. Мощность — это хорошо, но если не обратить внимание на систему подачи СОЖ, тот же гранит будет гореть даже на 15 кВт. Проверено на собственном горьком опыте с одним подмосковным заказом.
Ещё момент — вакуумный стол. Казалось бы, что тут сложного? Но когда пытаешься фрезеровать тонкую плитку 10 мм, а её 'ведёт' — понимаешь, что разница между столами с автономным насосом и общим контуром огромна. У Hualong Machinery, кстати, в базовой комплектации идёт двухзонный стол, что для старта более чем достаточно.
Самая же грубая ошибка — экономить на системе пылеудаления. Мелкая каменная пыль за полгода убьёт даже самый дорогой шарико-винтовой привод. Приходилось разбирать направляющие, забитые мраморной 'мукой' — зрелище не для слабонервных.
Особенности работы с разными породами камня
С гранитом вроде всё понятно — твёрдый, но предсказуемый. А вот с ониксом вечная головная боль: перегрел на 50 градусов — пошла сетка трещин. Для такого материала нужен чпу с точным контролем оборотов и желательно с системой водяного охлаждения. В каталоге bridgesaw.ru видел специализированные модели для мягких пород — жаль, тогда о них не знал.
Интересный момент с кварцевым агломератом. Материал вроде не сложный, но абразивность бешеная. Фрезы из обычной твердосплавной стали тут живут 2-3 недели. Пришлось переходить на алмазные напыленные — дороже, но экономия на переналадках окупает разницу.
Помню, пытались делать фигурные элементы из травертина. Камень мягкий, но пористый — вакуумный стол не всегда держит. Пришлось дополнительно использовать механические прижимы, хотя изначально казалось, что чпу должно справляться самостоятельно. Это к вопросу о том, что технология не всегда заменяет руки.
О чём не пишут в инструкциях к чпу
Ни один производитель не предупредит, что летом при +30 в цехе точность позиционирования может 'уплыть' на 0,2-0,3 мм. Пришлось устанавливать температурные датчики и вносить поправки в программу — особенно критично при создании модульных конструкций.
Ещё момент — вибрация. Кажется, что тяжёлый станок стоит неподвижно. Но когда режешь на максимальных оборотах длинные плиты, появляется микровибрация, которая 'съедает' точность углов. Решение нашли простое — литые бетонные основания, хотя изначально казалось, что это избыточно.
Самое же неприятное — программные глюки. Даже у проверенных производителей типа Hualong иногда 'вылетает' нулевая точка. Причём происходит это всегда с самыми сложными заготовками. Теперь перед каждым запуском делаем контрольный проход на 5 мм выше материала — привычка, которая спасла уже десятки деталей.
Перспективы развития чпу для камня
Сейчас многие ждут революции в лазерных технологиях, но для камня это пока фантастика. Реальное развитие идёт в другом — в системах автоматической смены инструмента. Особенно важно для комплексных изделий, где нужно переходить от черновой обработки к полировке без участия оператора.
Заметил, что ООО Fujian Province Hualong Machinery уже предлагает модели на 8-12 инструментов. Для мастерской, которая делает разноплановые изделия, это может сократить время переналадки на 40%. Хотя для потокового производства одной номенклатуры всё ещё выгоднее несколько специализированных станков.
Интересно наблюдать за развитием программного обеспечения. Современные CAM-системы уже умеют автоматически выбирать стратегию реза в зависимости от твёрдости материала. Правда, на практике приходится всё равно вносить ручные корректировки — видимо, искусственный интеллект пока не понимает, что такое 'капризный' камень.
Практические советы по обслуживанию
Самое важное — вести журнал замены компонентов. Кажется бюрократией, но когда помнишь, что линейные направляющие менялись два года назад, а подшипники шпинделя — год, проще планировать профилактику. Особенно с учётом, что простой в сезон может обойтись дороже годового обслуживания.
Многие недооценивают важность регулярной калибровки вакуумных столов. Со временем даже самые качественные уплотнители теряют герметичность. Раз в месяц проверяем разрежение по зонам — простая процедура, которая сохраняет нервы при обработке крупных плит.
И главное — не экономить на обучении операторов. Видел ситуации, когда дорогой станок работал вполовину возможностей просто потому, что люди не умели правильно выставлять нулевые точки. Кстати, на bridgesaw.ru есть техническая документация на русском — редкое явление для китайских производителей.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Гидроаброзианая резка для камня HLRC – 4020
Гидроаброзианая резка для камня HLRC – 4020 -
 Трехкоординатный мостовой распиловочный станок с ЧПУ HLSQ-350
Трехкоординатный мостовой распиловочный станок с ЧПУ HLSQ-350 -
 Гидроабразивный станок с насосом KMT
Гидроабразивный станок с насосом KMT -
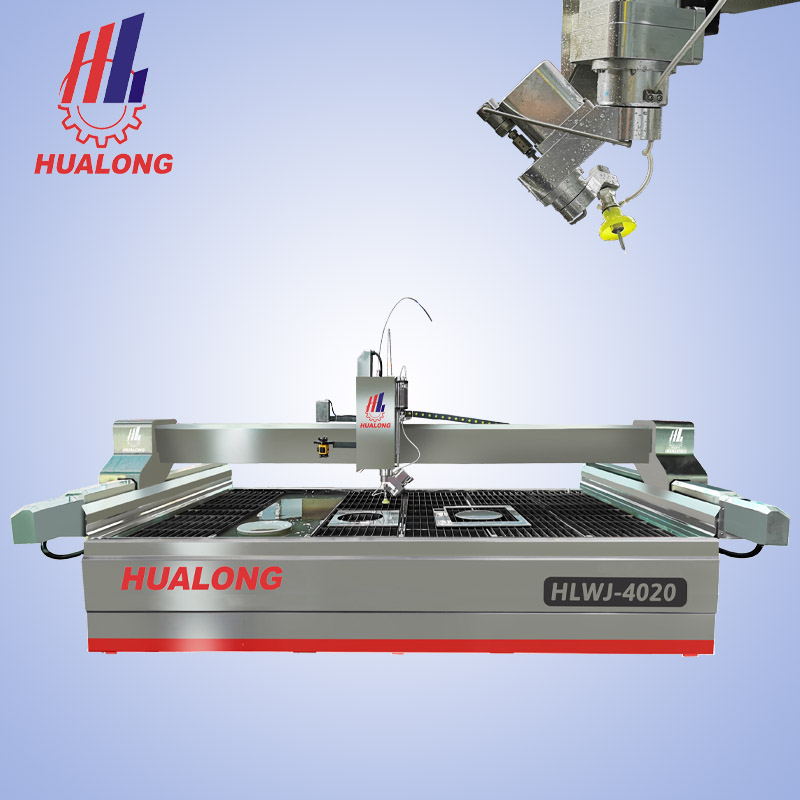 Гидроабразивной резки HLRC-4020
Гидроабразивной резки HLRC-4020 -
 Трехосевая мостовая пила для резки камня HLYT-700
Трехосевая мостовая пила для резки камня HLYT-700 -
 5-осевой мостовой станок с ЧПУ HKNC -560 плюс
5-осевой мостовой станок с ЧПУ HKNC -560 плюс -
 Пятикоординатный мостовой станок с ЧПУ HKNC-500
Пятикоординатный мостовой станок с ЧПУ HKNC-500 -
 Мостовой шлифовальный станок по камню HLAP-1800
Мостовой шлифовальный станок по камню HLAP-1800 -
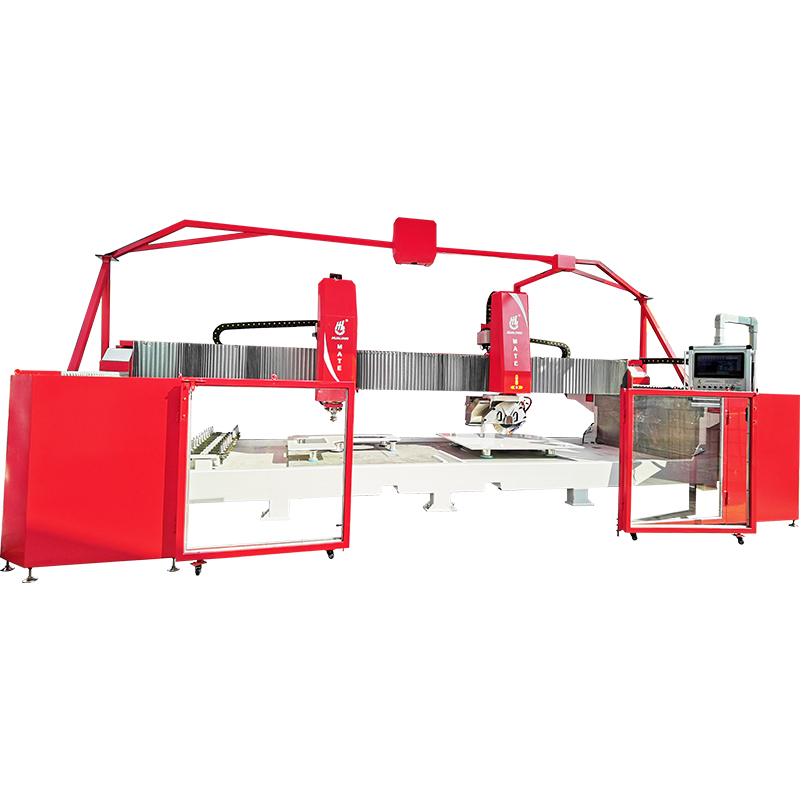
 Гидроабразивная резка для камня +мостовая пила HKNC – 650J
Гидроабразивная резка для камня +мостовая пила HKNC – 650J -
 5-мостовая пила с ЧПУ HKNC-500 PLUS (белый)
5-мостовая пила с ЧПУ HKNC-500 PLUS (белый) -
 4-осевой 3D-гравировальный станок HLSD3-1525
4-осевой 3D-гравировальный станок HLSD3-1525 -
 HKNC-450 5-осевой мостовой станок для резки камня с ЧПУ
HKNC-450 5-осевой мостовой станок для резки камня с ЧПУ
Связанный поиск
Связанный поиск- Поставщики пил для гранитных слэбов
- Производители гидроабразивной очистки под высоким давлением
- Установки для резки бетонных камней
- Завод по производству камнерезных станков 600
- Фабрика по резке камня на воде
- ЧПУ для камня
- Поставщики 5-осевой фрезерный станок с ЧПУ для камня
- Производители гидроабразивных резаков цены
- гравировка по камню с чпу
- гидрорез по камню стоимость