








чпу гидрорез для резки камня
Когда слышишь 'чпу гидрорез для резки камня', многие сразу представляют универсальный станок, который режет всё подряд. Но на практике гидроабразивная резка гранита — это не то же самое, что работа с мрамором, и уж точно не вариант для мягкого песчаника без тонкой настройки. Порой вижу, как новички покупают оборудование и потом месяцами не могут выйти на стабильный рез — потому что не учли, что давление воды и зернистость абразива для гранита требуют совсем другого подхода, чем для того же травертина.
Почему гидроабразив, а не лазер или диск?
В 2018 году мы тестировали три технологии на объекте в Краснодаре: лазерный станок, алмазный диск и гидроабразивный чпу гидрорез. Лазер давал тепловую деформацию на краях мрамора, диск не справлялся с фигурными элементами для фасада. Гидроабразив показал точность до 0,1 мм без сколов, но... только после калибровки сопла и подбора абразива. Мелочь, которая стоила нам двух недель простоя.
Кстати, о абразиве. Гарнет 80 mesh — не панацея, как пишут в рекламе. Для гранита с высоким содержанием кварца иногда выгоднее мельче фракцию брать, хоть и медленнее рез. Однажды сэкономили на абразиве — получили конусность реза в 5 градусов. Пришлось переделывать весь заказ на 40 м2.
Влажность абразива — отдельная тема. Хранили мешки у стены цеха, где ночью выпадал конденсат. Забило форсунку, давление упало до 1500 бар вместо рабочих 3800. Теперь держим абразив в термоконтейнерах, хотя изначально казалось — мелочь.
Китайские станки: стереотипы и реальность
Когда заказывали первый чпу гидрорез у ООО Fujian Province Hualong Machinery? (сайт https://www.bridgesaw.ru), коллеги крутили у виска. Мол, китайская сборка, люфты будут, электроника сгорит. Но на деле станок HL-5G работал три года без замены насоса высокого давления. Да, пришлось сразу заменить штатные шланги на итальянские — родные текли при первом же тесте на 4000 бар.
У них на производстве в Путьяне действительно смотрят за качеством — я видел цех сборки во время командировки в 2022. Но их стандартная комплектация часто требует доработки под российские условия. Например, система фильтрации воды не рассчитана на нашу жёсткую воду — ставим дополнительные фильтры сразу при монтаже.
При этом их патент на систему позиционирования с обратной связью действительно точный. Мы режем сложные панно с мелкими деталями, где погрешность в 0,5 мм уже критична. Хотя их софт иногда 'зависает' при длительных резах — пришлось подключать внешний контроллер.
Экономика процесса: где теряем деньги
Считают обычно стоимость станка, а забывают про эксплуатацию. Наш HL-5G потребляет 38 кВт/ч — при тарифе 7 рублей за кВт это 266 рублей в час только на электричество. Плюс абразив — 12 кг/час для гранита, это ещё 480 рублей. Итого 746 рублей/час без учёта амортизации.
Ошибка многих — гнаться за скоростью. Выставили 500 мм/мин для гранита толщиной 60 мм — получили выщерблины по краям. Снизили до 280 мм/мин — качество идеальное, но время реза выросло. Клиент готов платить на 30% дороже за чистый рез, так что иногда медленнее — выгоднее.
Ещё момент — резка 'в разрыв'. Пытались экономить материал, резали сложные детали встык. В итоге при ошибке позиционирования на 2 мм теряли всю плиту. Теперь всегда оставляем технологические зазоры 5 мм, даже если кажется, что это перерасход материала.
Техобслуживание, которое нельзя откладывать
Регламент замены уплотнений насоса — каждые 800 часов. Мы протянули до 1000 — резали срочный заказ. Результат — течь сальников, замена обошлась в 120 000 рублей вместо плановых 40 000. Теперь ведём журнал строже бухгалтерской отчётности.
Чистка направляющих — каждую смену. Кажется, ерунда? Пыль от гранита с абразивом за месяц 'съела' покрытие на одном из участков. Пришлось менять всю балку — простой 2 недели, убыток 400+ тысяч.
Калибровка датчиков давления — раз в месяц. Пропустили один раз — давление в системе упало на 15% незаметно. Годные заготовки пошли в брак, потому что рез не дошёл на 3 мм до конца. Теперь висит плакат 'Калибровка — не прихоть, а необходимость' прямо над пультом.
Случаи из практики: когда теория бессильна
Был заказ — вырезать элементы для камина из гранита с прожилками пирита. Технолог предупреждал: пирит твёрже основы. На стандартных настройках резец 'уходил' в сторону при встрече с включениями. Пришлось экспериментально подбирать скорость — снизили до 70 мм/мин на участках с пиритом. Производительность упала, но заказ сдали.
Другой пример — резка мрамора с трещинами. Взяли плиту Carrara, визуально — норма. Включили чпу гидрорез — на втором метре плита раскололась по естественной трещине. Теперь перед резкой просвечиваем плиты ультрафиолетом — их технология с https://www.bridgesaw.ru позволяет интегрировать такой сканер.
И самое обидное — человеческий фактор. Оператор забыл сменить фильтр тонкой очистки. Забило сопло диаметром 0,8 мм — стоимость сопла 15 000 рублей, простой 6 часов. Теперь на фильтре вешаем бирку с датой замены — примитивно, но работает надёжнее любого софта.
Перспективы и ограничения технологии
Современные чпу гидрорезы уже позволяют резать под углом, делать фаски, но для 3D-форм всё ещё нужна доработка оснастки. Мы пробовали рельефную резку — пока стабильно получается только при толщине до 30 мм.
Экология — тема отдельная. Шлам от гидроабразивной резки нельзя просто вывозить на свалку — нужна утилизация. Строим систему рециркуляции воды, но это +15% к стоимости оборудования. Хотя в долгосрочной перспективе окупается за счёт экономии на штрафах.
Точность против скорости — вечный компромисс. Новые модели, как у Hualong, обещают автоматическую корректировку параметров в процессе реза. Пока на практике это работает только для однородных материалов. Для гранита с неоднородной структурой всё равно нужен контроль оператора.
В итоге скажу так: чпу гидрорез — не волшебная палочка, а сложный инструмент. Да, он режет что угодно, но только если знаешь его характер. Как тот случай с мраморным подоконником, который мы переделывали четыре раза — то давление не то, то абразив подобран неправильно. Зато когда нашли идеальные параметры — клиент до сих пор шлёт фотографии через пять лет эксплуатации. Вот это и есть настоящий результат.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
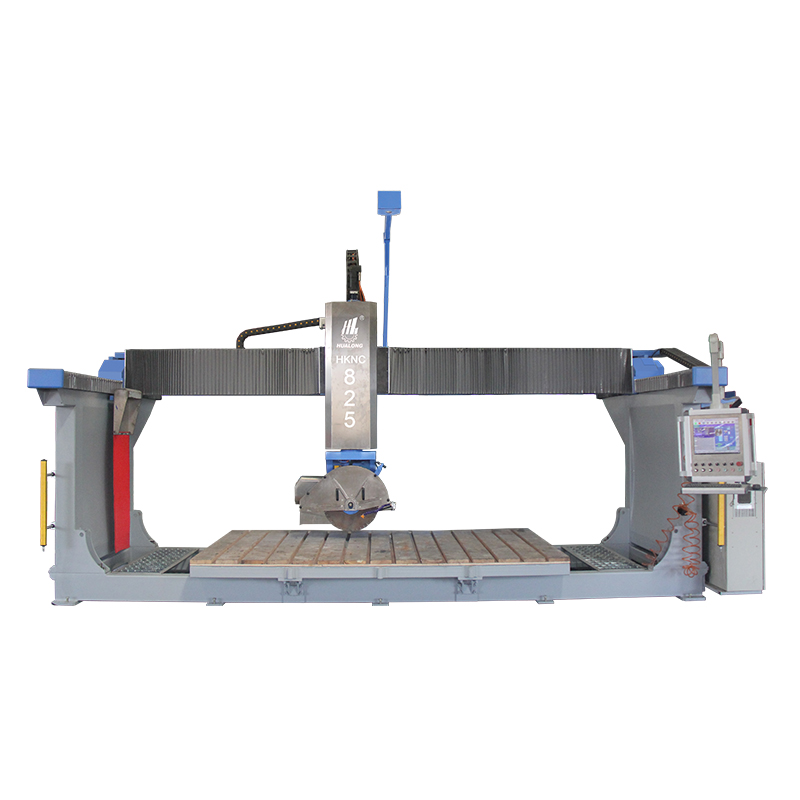 5-осевой мостовой станок с ЧПУ HKNC-825
5-осевой мостовой станок с ЧПУ HKNC-825 -
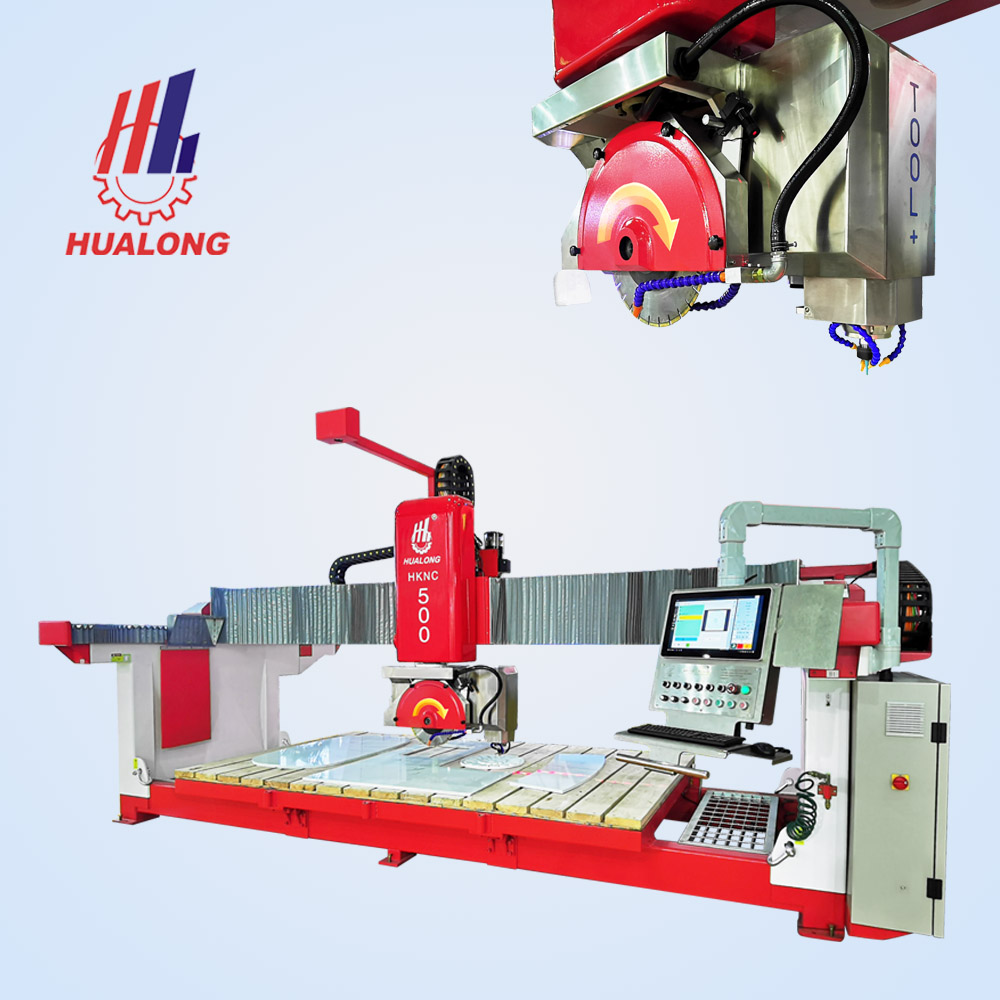
 5-мостовая пила с ЧПУ HKNC-500 PLUS (белый)
5-мостовая пила с ЧПУ HKNC-500 PLUS (белый) -
 Гидроабразивный станок с насосом KMT
Гидроабразивный станок с насосом KMT -
 HKNC-450Plus 5-осевой мостовой станок с ЧПУ
HKNC-450Plus 5-осевой мостовой станок с ЧПУ -
 Многофункциональный мостовой станок HKNC-400J
Многофункциональный мостовой станок HKNC-400J -
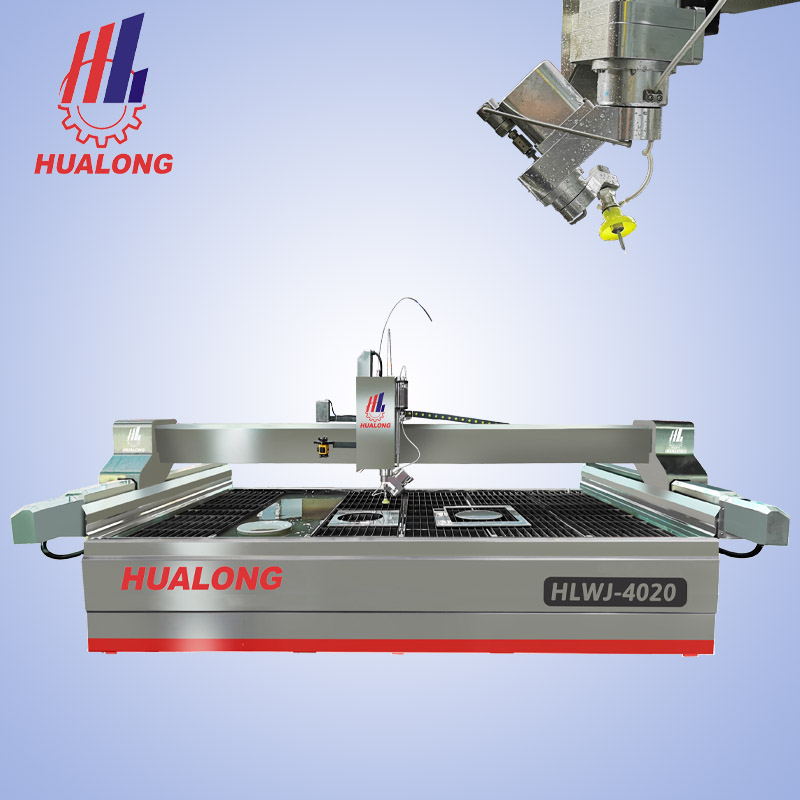 Гидроабразивной резки HLRC-4020
Гидроабразивной резки HLRC-4020 -
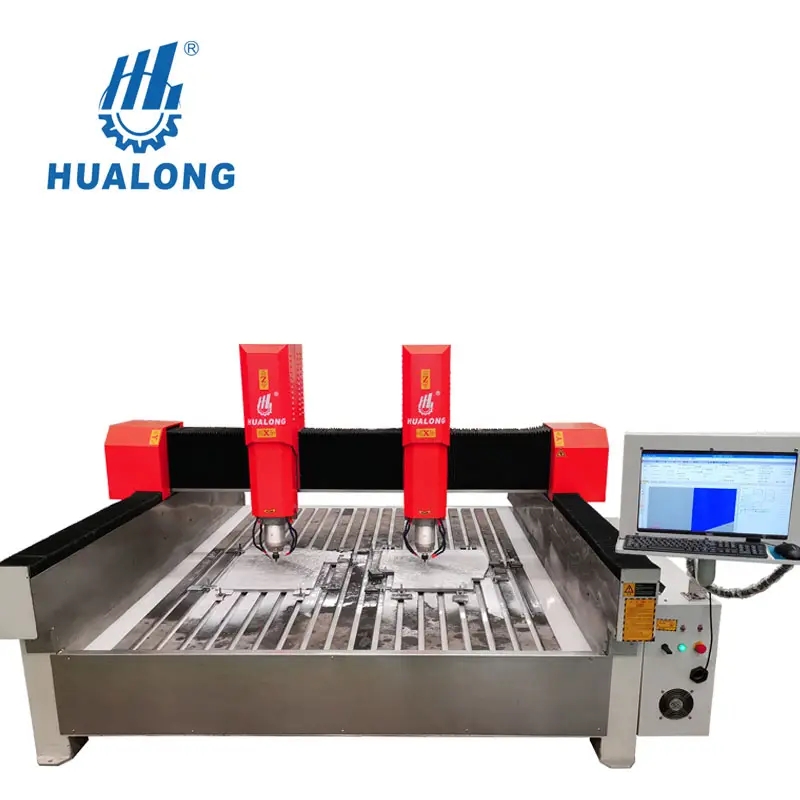 Фрезерный станок по камню с чпу HLSD – 2030
Фрезерный станок по камню с чпу HLSD – 2030 -
 Мостовой шлифовальный станок по камню HLAP-1800
Мостовой шлифовальный станок по камню HLAP-1800 -
 Автоматическая мостовая пила HLSQ-650
Автоматическая мостовая пила HLSQ-650 -
 Пятиосевой Гидроабразивный Станок HLRC – 2515p
Пятиосевой Гидроабразивный Станок HLRC – 2515p -
 Пятикоординатный мостовой фрезерный станок с ЧПУ HKNC-500 Plus
Пятикоординатный мостовой фрезерный станок с ЧПУ HKNC-500 Plus -
 Мостовая пила HLSM-800
Мостовая пила HLSM-800
Связанный поиск
Связанный поиск- мостовой фрезерный станок
- мостовая пила по граниту
- Производители гравировальных станков для надгробий
- Поставщики станков для резки каменной кладки
- резка гранитных плит
- Цена на гидроабразивную резку с ЧПУ
- фрезер по камню чпу
- Производитель автоматических сменщиков инструмента для фрезерных и обрабатывающих центров по камню
- Завод гидроабразивной резки в Санкт-Петербурге
- Завод станка для резки плитки с ЧПУ