








фрезерный станок фреза по камню
Когда речь заходит о фрезерной обработке камня, многие сразу представляют алмазные диски для резки, забывая, что фрезерный станок требует совершенно иного подхода к оснастке. За 15 лет работы с гранитом и мрамором я убедился: даже дорогой станок проиграет, если фреза подобрана без учёта структуры материала. Например, для мелкозернистого мрамора иногда выгоднее брать фрезу с частыми зубьями, хотя классика советует обратное. Сейчас объясню, почему.
Как не ошибиться с выбором фрезы
Первое, что проверяю перед заказом оснастки — не однородность камня, а наличие кварцевых включений. Помню случай с травертином из Италии: визуально однородный, но при фрезеровке выяснилось, что локальные твёрдые участки буквально ?съедают? режущие кромки за два прохода. Пришлось экстренно переходить на фрезы с алмазным напылением марки BSP — дорого, но дешевле, чем переделывать фасад.
Второй момент — геометрия хвостовика. Европейские станки часто требуют HSK63, а китайские аналоги работают с BT40. Разница не только в креплении, но и в вибрациях: если взять фрезу с неподходящим хвостовиком, биение в 0.02 мм увеличит сколы на кромке втрое. Особенно критично для тонких работ, например, при создании 3D-рельефов.
Третье — охлаждение. Воду подаём не на зону реза, а непосредственно в канавки фрезы. Для гранита с его абразивностью это снижает температуру на 40-50%. Кстати, у фреза по камню от HuaLong Machinery есть продуманная система отвода шлама — мелкие канавки вдоль режущей части. Мелочь, но продлевает жизнь инструмента на 15-20%.
Почему станок должен ?дышать? с материалом
Купили как-то немецкий фрезерный центр за полмиллиона евро. Технически безупречный, но при работе с крупногабаритными плитами (скажем, 3200х1800) начались проблемы с точностью — станина ?играла? на длинных ходах. Пришлось допиливать систему ЧПУ, уменьшая скорость подачи на крайних точках. Вывод: даже топовое оборудование требует адаптации под конкретные задачи.
Особенно важно соотношение мощности шпинделя и веса фрезы. Для гранита толщиной 30 мм беру шпиндель от 15 кВт, иначе при глубине реза 10 мм станок просто останавливается. Китайские аналоги часто экономят на моменте — например, у некоторых моделей от HuaLong крутящий момент ниже на 12-15%, но для средних задач это некритично.
Заметил интересную деталь: виброгасящие прокладки под направляющими увеличивают точность при работе с мрамором. Казалось бы, мелочь — но с ними погрешность по оси Z не превышает 0.1 мм даже после 8 часов непрерывной работы. Для архитектурных элементов типа колонн это решающий фактор.
Кейс: обработка гранитного карниза с подрядом для Москва-Сити
В 2021 году взяли подряд на карнизы для башни ?Федерация?. Материал — карельский гранит с неравномерной твёрдостью. Станки работали в три смены, и через неделю столкнулись с деформацией направляющих — перегрев от постоянной нагрузки. Решение нашли через техотдел HuaLong: установили дополнительный радиатор на шарико-винтовые пары и перешли на фрезы с переменным шагом зубьев.
Самым сложным оказался участок с криволинейными фасками. Фрезы диаметром 120 мм давали сколы на кромках, пришлось заказывать спецоснастку 80 мм с упрочнёнными подшипниками. Кстати, тогда же убедились, что китайские производители вроде HuaLong Machinery могут оперативно делать оснастку под нестандартные задачи — за 10 дней изготовили три варианта фрез для тестов.
Итог: пришлось пожертвовать скоростью (снизили подачу с 1800 до 1200 мм/мин), но сохранили геометрию. Клиент принял работу без замечаний, хотя изначально скептически относился к использованию азиатского оборудования. Сейчас эти карнизы висят на 78-м этаже — проверил лично в прошлом месяце.
Типичные ошибки при работе с твёрдыми породами
Самая частая — попытка сэкономить на охлаждении. Для габбро-диабаза или базальта эмульсия должна быть не обычная, а с антикоррозийными присадками. Однажды испортили партию чёрного гранита — через месяц после полировки проступили рыжие потёки. Причина — вода с высоким содержанием железа в системе охлаждения.
Вторая ошибка — игнорирование остаточной вибрации. После замены фрезы обязательно делаю пробный проход на обрезке материала, даже если УЦИ показывает идеальную центровку. Особенно капризны композитные камни типа кварцита — малейшее биение, и поверхность идёт ?волной?.
Третье — неправильный расчёт стружки. Для гранита оптимальная толщина снимаемого слоя — не более 3-4 мм за проход. Но многие, пытаясь ускорить процесс, берут 6-7 мм. В итоге перегружают и фрезу, и шпиндель. На долгой дистанции такой подход удваивает затраты на оснастку.
Перспективы технологии: что пробуем сейчас
Сейчас экспериментируем с фрезами, где алмазное напыление нанесено не сплошным слоем, а сегментами с зазорами 0.8-1.2 мм. Теория: это улучшает отвод шлама и снижает температуру. Первые тесты на лабораторном фрезерный станок показывают прирост скорости на 18% без потери качества.
Ещё интересное направление — комбинированные фрезы для разнородных материалов. Например, для камня с металлическими вставками (последний тренд в отделке). Стандартная оснастка тут не работает — алмаз ?не берёт? металл, а твердосплавные зубья крошатся на камне. Вариант — секционная фреза, но пока есть проблемы с балансировкой.
Из оборудования присматриваюсь к новым моделям от HuaLong — у них в станках 2023 года появилась система адаптивного подача, которая сама подбирает параметры по сопротивлению материала. Тестировал на образцах — для серийного производства интересно, хотя для штучных работ ручное управление пока точнее.
Выводы, которые пришли с опытом
Главное — не гнаться за маркетинговыми характеристиками. Видел фрезы с ?революционным покрытием?, которые не прожили и 10 часов на граните. Лучше брать проверенную оснастку, даже если её КПД на 5-7% ниже. Например, у того же HuaLong есть классические модели фрез, которые почти не менялись с 2015 года — потому что работают.
Второе — всегда иметь запасной вариант. Особенно при работе с импортными материалами, где состав камня может отличаться от заявленного. Держу на складе 3-4 типа фрез для непредвиденных ситуаций — например, когда попадается камень с высоким содержанием пирита.
И последнее: даже идеально подобранный фрезерный станок и фреза по камню не заменят понимания технологии. Иногда проще сделать два прохода с меньшей нагрузкой, чем один ?на пределе? — и по времени выйдет почти одинаково, а качество будет стабильнее. Проверено на сотнях объектов от Сочи до Калининграда.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Робот KUKA 3D-обработки камня
Робот KUKA 3D-обработки камня -
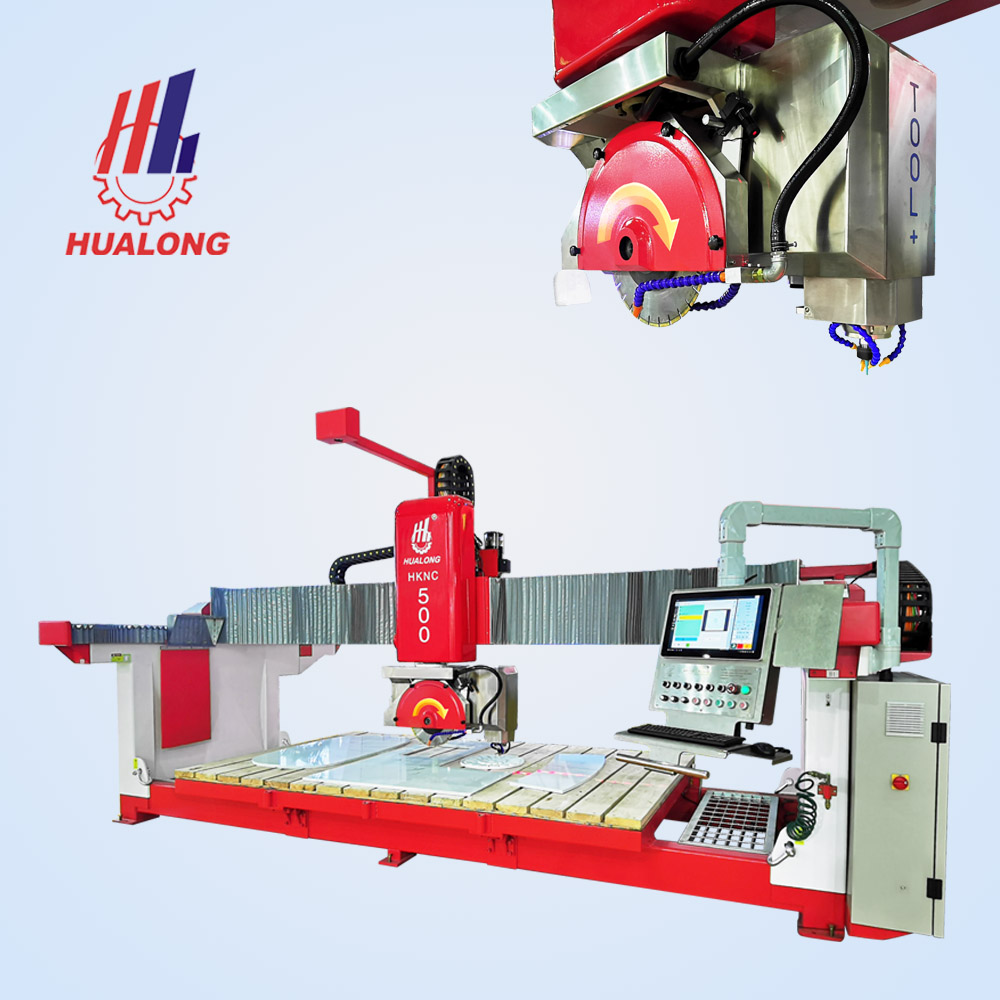
 5-осевая мостовая пила с ЧПУ HKNC-450 PLUS
5-осевая мостовая пила с ЧПУ HKNC-450 PLUS -
 Автоматическая мостовая пила HLSQ-650
Автоматическая мостовая пила HLSQ-650 -
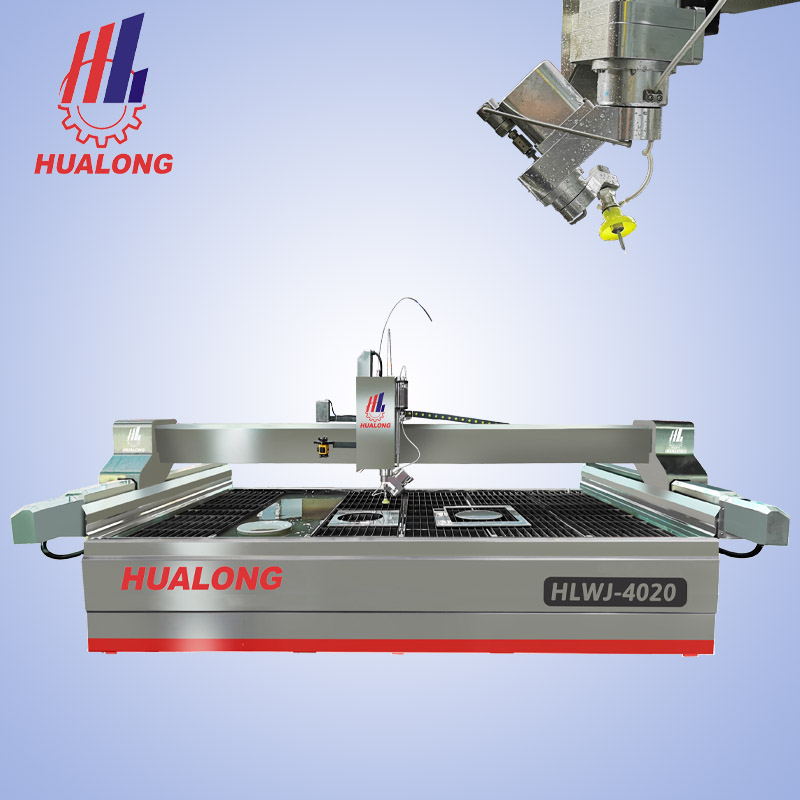 Гидроабразивной резки HLRC-4020
Гидроабразивной резки HLRC-4020 -
 HKNC-450 5-осевой мостовой станок для резки камня с ЧПУ
HKNC-450 5-осевой мостовой станок для резки камня с ЧПУ -
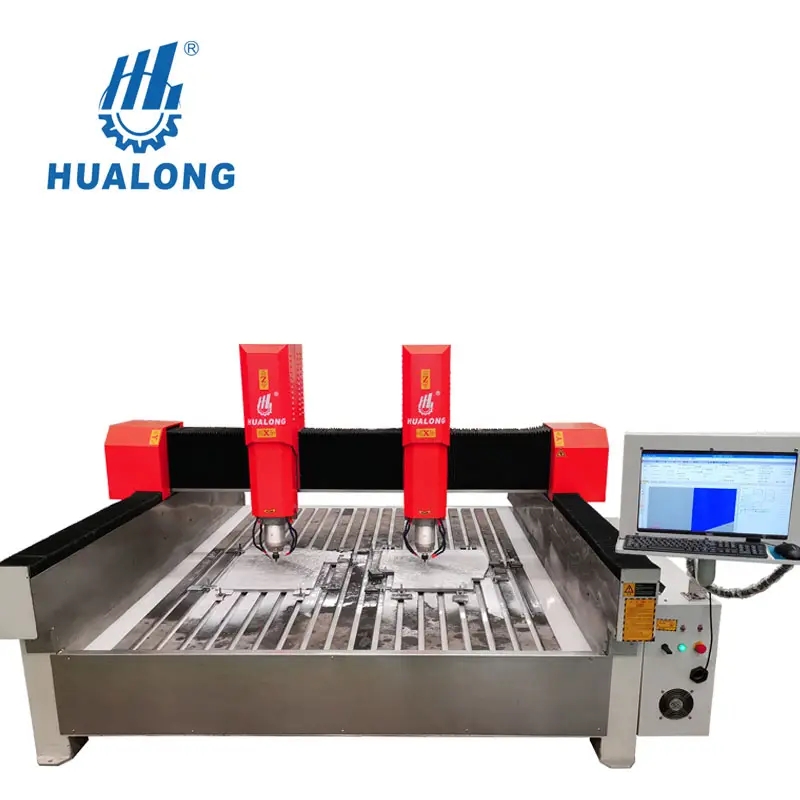 Фрезерный станок по камню с чпу HLSD – 2030
Фрезерный станок по камню с чпу HLSD – 2030 -
 Мостовая пила HLSM-800
Мостовая пила HLSM-800 -
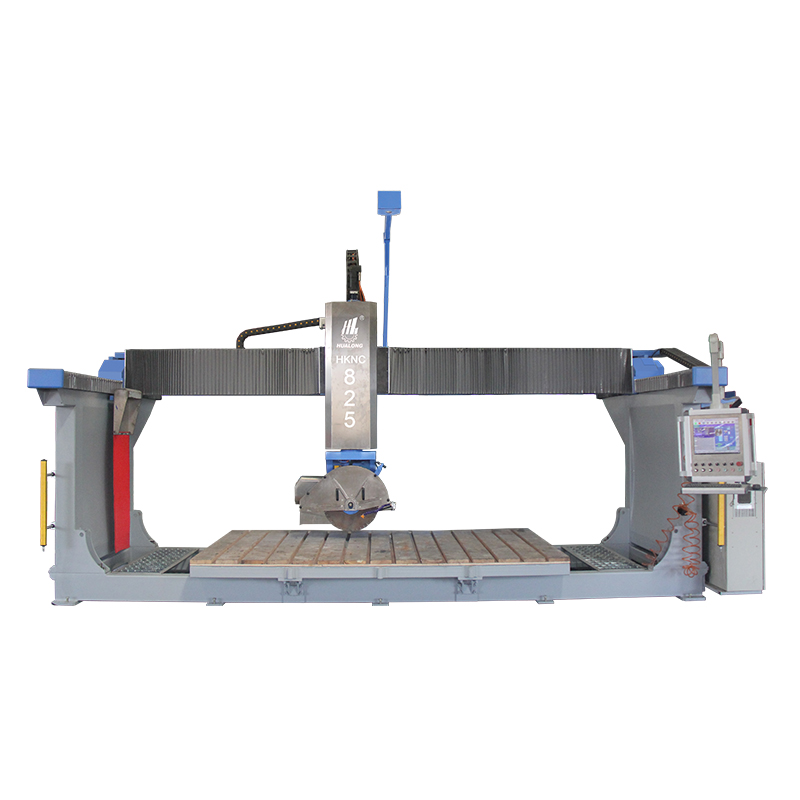 5-осевой мостовой станок с ЧПУ HKNC-825
5-осевой мостовой станок с ЧПУ HKNC-825 -
 Небольшой 3-осевой обрабатывающий центр с ЧПУ по камню HLNCm-1308 Plus
Небольшой 3-осевой обрабатывающий центр с ЧПУ по камню HLNCm-1308 Plus -
 4-осевой 3D-гравировальный станок HLSD3-1525
4-осевой 3D-гравировальный станок HLSD3-1525 -
 Многодисковые мостовые станки в карьере
Многодисковые мостовые станки в карьере -
 Мостовая пила для камня HLSQ-650
Мостовая пила для камня HLSQ-650
Связанный поиск
Связанный поиск- Завод по производству гравировальных станков для мрамора
- Производители фрезерных и гравировальных станков с ЧПУ для камня
- комбинированный станок по камню
- станки для обработки камня
- станок для резки водой под давлением цена
- Поставщики 3-осевой станок гидроабразивной резки
- Оборудование для гидроабразивной обработки
- Поставщики камнерезных станков с подачей воды
- Производители работающих гидроабразивных резаков
- гидроабразивный камень