








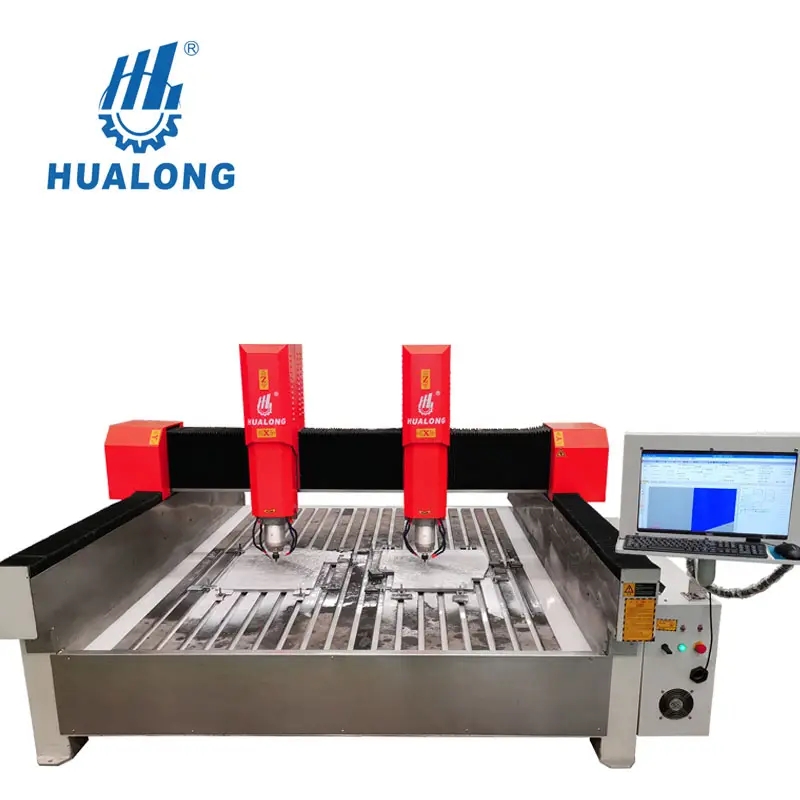
фрезерно гравировальный станок с чпу по граниту
Когда слышишь про фрезерно-гравировальный станок с чпу по граниту, половина мастеров сразу думает о суперточности, а вторая — что это дорого и непонятно. А ведь главное — не маркетинг, а как он поведёт себя на третьем месяце работы с индийским гранитом. У нас в цеху два таких станка, и один чуть не угробили из-за простейшей ошибки в зажиме заготовки.
Как не промахнуться с выбором
Смотрю на каталоги вроде bridgesaw.ru — там у ООО Fujian Province Hualong Machinery техника с 1990 года делается, и видно, что станины литые. Это важно: гранит вибрирует, а чугун гасит колебания. Но я бы ещё проверил, как закреплены направляющие — на одном нашем станке их переставляли три раза.
Шпиндель — отдельная история. Для гранита нужен не просто мощный, а с постоянным моментом на низких оборотах. Итальянские ставят — хорошо, но китайские от того же Хуалунга бывают удачнее, если сразу заказывать с водяным охлаждением. У них на том же сайте в описаниях часто умалчивают, что стандартная комплекция — воздушное, а это для гранита смерть.
Вот реальный пример: взяли станок с якобы адаптированным шпинделем, а он при глубине реза свыше 8 мм начинает ?петь?. Оказалось, производитель сэкономил на подшипниках. Пришлось самим перебирать.
Подводные камни настройки
Программное обеспечение — это отдельный ад. Многие думают, что купил станок — и сразу режь. А на деле половина времени уходит на то, чтобы заставить софт правильно считать G-коды для сложного рельефа. Особенно с гранитом, где любая вибрация превращает узор в ?зубья пилы?.
Запоминалка инструментов — вещь кажется мелочью, пока не начал делать памятник с пятью типами фрез. Без автоматической смены это адская рутина. У Хуалунга в старших моделях это есть, но нужно сразу заказывать — потом не доукомплектуешь.
Зазоры в передачах — бич всех новых станков. Первую неделю мы только и делали, что подтягивали ремни и проверяли люфты. На граните это критично: даже 0.1 мм люфта даёт скол на кромке.
Где ломается чаще всего
Система охлаждения — вечная проблема. Мастера экономят на фильтрах, а потом частички гранита убивают насос за два месяца. Причём китайские станки часто комплектуются слабыми помпами — лучше сразу ставить резервную.
Приводы по оси Z — если на них попадает пыль, начинают ?заедать?. У одного нашего станка пришлось полностью перекладывать кабельные трассы, потому что проектировщики не учли направление выброса стружки.
Стол с Т-пазами — кажется, мелочь? А попробуй закрепить плиту 1500×3000 мм, когда пазы забиты гранитной мукой. Теперь только со щелевыми отсосами работаем.
Что не пишут в инструкциях
Скорость подачи для гранита — нелинейная зависимость. Если гнать со стандартными настройками для мрамора, фреза сгорит за смену. Мы вывели эмпирическую формулу: толщина фрезы × 3 + твёрдость гранита по Моосу × 10. Работает, хоть и не идеально.
Влажность в цеху — враг №1 для электроники. Контроллеры начинают глючить, хотя производитель заявляет защиту. Ставим дополнительные осушители рядом с шкафами управления.
Балансировка фрез — многие пренебрегают, а потом удивляются, почему гравировка получается ?волнами?. Купили динамический балансировочный станок — брак уменьшился на 40%.
Кейс с мостовым гравирователем
В 2022 году брали станок у ООО Fujian Province Hualong Machinery через их сайт bridgesaw.ru — мостового типа с рабочим полем 3000×2000. Первое, что удивило — рама собрана на болтах, не сварная. Оказалось, это плюс: при транспортировке не повело.
Сервоприводы японские, но сборка китайская. В первый же день заметили перекос по оси Y на 0.3 мм. Техподдержка Хуалунга сработала чётко — выслали инженера, через два дня поправили. Видимо, при сборке не дотянули шариковые винты.
Работаем на нём уже полтора года — режем в основном Black Galaxy и Absolute Black. Заметил интересное: китайские станки лучше справляются с тёмными гранитами, где выше абразивный износ. Видимо, потому что проектируют под местное сырьё.
Перспективы и ограничения
Современные фрезерно-гравировальные станки с чпу по граниту уже могут делать фигурные фаски, но для 3D-рельефа нужны особые условия. Мы пробовали делать портреты — получается, но только на однородных гранитах типа Бьянко Сардо.
Автоматическая смена инструмента — must have для серийного производства. Без этого станок простаивает 30% времени. У Хуалунга в новых моделях это учли, но цена подскакивает на 25-30%.
Лазерные маркеры — следующий шаг. Пробовали комбинировать фрезеровку с лазерной гравировкой для сложных заказов. Результат спорный: на тёмных гранитах контраст слабый, но для подписей и дат — идеально.
Выводы без прикрас
Фрезерно-гравировальный станок с чпу по граниту — не волшебная палочка, а сложный инструмент. Даже дорогие модели требуют тонкой настройки под конкретный материал. Главное — не гнаться за паспортными характеристиками, а смотреть на удобство обслуживания.
Китайские производители вроде ООО Fujian Province Hualong Machinery за последние пять лет сильно выросли в качестве. Их станки могут быть удачным выбором для среднего цеха, если сразу заложить 15-20% стоимости на доработки.
Лично я бы сейчас выбрал модель с системой автоматической подачи СОЖ и встроенным пылеудалением. Это экономит больше времени и нервов, чем все остальные ?примочки? вместе взятые. Проверено на трёх разных гранитах и двух сменах операторов.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Мостовой шлифовальный станок по камню HLAP-1800
Мостовой шлифовальный станок по камню HLAP-1800 -
 Пятиосевая мостовая пила HKNC-500 PLUS
Пятиосевая мостовая пила HKNC-500 PLUS -
 Пятикоординатный мостовой станок с ЧПУ HKNC-500
Пятикоординатный мостовой станок с ЧПУ HKNC-500 -
 Фрезерный станок по камню с чпу HLSD – 2030
Фрезерный станок по камню с чпу HLSD – 2030 -
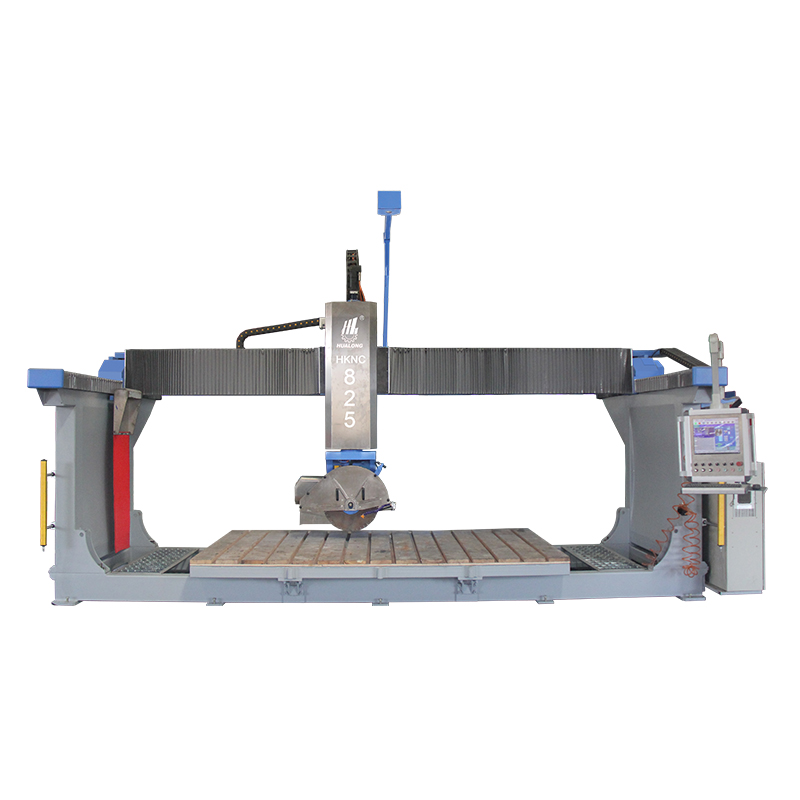 5-осевой мостовой станок с ЧПУ HKNC-825
5-осевой мостовой станок с ЧПУ HKNC-825 -
 Гидроабразивная резка для камня +мостовая пила HKNC – 650J
Гидроабразивная резка для камня +мостовая пила HKNC – 650J -
 Мостовая пила для каменных блоков HLSM-1200
Мостовая пила для каменных блоков HLSM-1200 -
 Небольшой 3-осевой обрабатывающий центр с ЧПУ по камню HLNCm-1308 Plus
Небольшой 3-осевой обрабатывающий центр с ЧПУ по камню HLNCm-1308 Plus -
 Автоматический мостовой камнерезный станок HLSQ -400 plus
Автоматический мостовой камнерезный станок HLSQ -400 plus -
 Гидроаброзианая резка для камня HLRC – 4020
Гидроаброзианая резка для камня HLRC – 4020 -
 HKNC-400L 4+1 осевой мостовой станок с ЧПУ и конвейерами
HKNC-400L 4+1 осевой мостовой станок с ЧПУ и конвейерами -
 5-осевая мостовая пила с ЧПУ HKNC-450 PLUS
5-осевая мостовая пила с ЧПУ HKNC-450 PLUS
Связанный поиск
Связанный поиск- Завод пятиосевого автоматического станка для резки каменного моста
- Поставщики мостовых станков с ЧПУ
- камнерезный станок для гранита
- Производители мосторезных станков с ЧПУ
- Поставщики обработка плиты
- резка камня бетона
- Поставщики резки каменной плитки
- станок камнерезный
- производители гранитных фрезерных станков с ЧПУ
- станок гидроабразивной резки плитки