








станок чпу по камню граниту
Когда слышишь 'станок чпу по камню граниту', многие сразу представляют идеальные плиты с зеркальной полировкой. Но на практике даже мощный китайский станок чпу по камню может давать сколы на граните, если не учитывать кристаллическую структуру материала. Вот об этом и поговорим.
Почему гранит - не мрамор
Сразу скажу: начинающие часто путают обработку гранита и мрамора. Разница принципиальная - гранит абразивен, требует специального инструмента. Видел случаи, когда пытались экономить на алмазных фрезах, потом переплачивали за ремонт шпинделя.
Особенно критичен момент с водяным охлаждением. Без него ресурс инструмента падает в 3-4 раза. Но и здесь есть нюанс - слишком сильная струя вымывает абразивную смесь из-под фрезы, что снижает качество обработки.
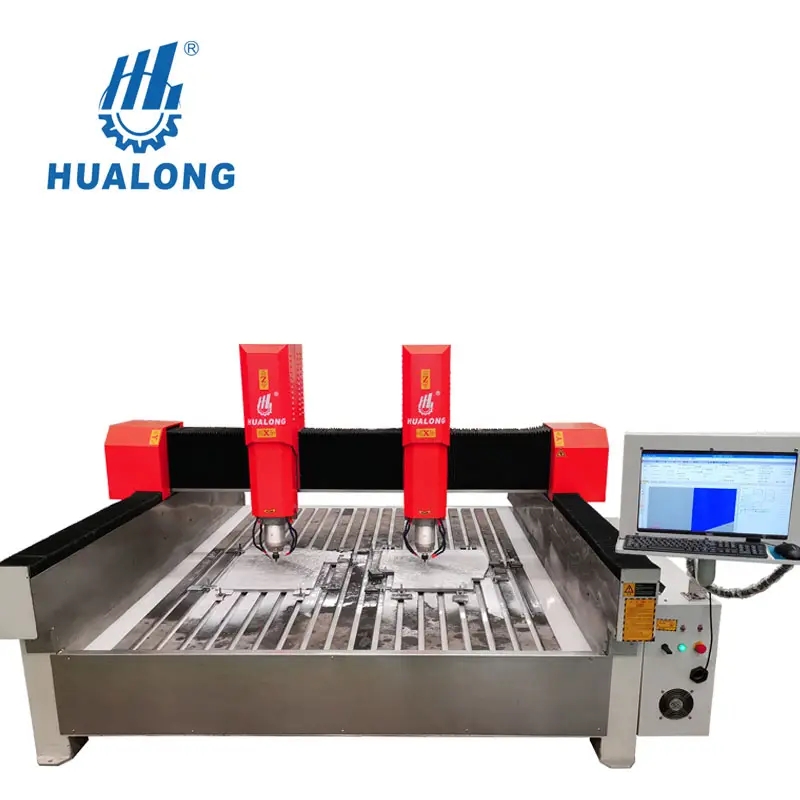
Кстати, о качестве. Российские покупатели часто спрашивают про оборудование станок чпу по камню граниту от HuaLong Machinery - у них действительно удачная компоновка станины, гасящая вибрации. Проверял на их модели HL-650 - при работе с гранитом G654 вибрация меньше, чем у итальянских аналогов.
Критерии выбора оборудования
Первое, на что смотрю - жесткость станины. Для гранита минимальная толщина портала - 180 мм, иначе будет 'играть' при фрезеровке рельефов. Второй момент - система ЧПУ. Siemens или Fanuc надежнее, но и дороже.
Часто недооценивают систему пылеудаления. Для гранита нужен промышленный пылесос с водяным фильтром - обычные фильтры забиваются за смену. На производстве используем установки с автоматической продувкой фильтров.
По опыту, оптимальный вариант для среднего цеха - станок чпу по камню с рабочей зоной 2х3 метра. Меньше невыгодно по раскрою, больше - проблемы с фундаментом. Кстати, про фундамент - многие забывают, что для гранита нужна бетонная подушка толщиной от 200 мм с виброразвязкой.
Особенности настройки под гранит
Скорость шпинделя для гранита - отдельная тема. Для черновой обработки выставляю 800-1200 об/мин, для чистовой - до 2400. Но здесь важно смотреть на конкретную марку камня - некоторые граниты типа Absolute Black требуют меньших оборотов.
Шаг подачи - обычно 2-3 мм для 3D-обработки, но при глубоком рельефе лучше уменьшать до 1.5 мм. Помню, при изготовлении карт мира из гранита пришлось экспериментально подбирать параметры - стандартные настройки давали трещины в местах стыков континентов.
Интересный момент с охлаждением - для гранита лучше использовать эмульсию с антикоррозийными добавками. Обычная вода приводит к окислению металлических элементов станины. Особенно актуально для прибрежных регионов с высокой влажностью.
Типичные ошибки при эксплуатации
Самая частая ошибка - неправильная калибровка нулевой точки. Для гранита Z-axis нужно выставлять с учетом возможного прогиба материала. Видел, как при фрезеровке тонкой плиты срабатывал датчик перегрузки из-за этого.
Еще момент - экономия на вакуумном столе. Для гранита нужен насос не менее 15 кВт, иначе плита смещается при обработке кромки. Особенно критично при создании пазов для столешниц.
Забывают про температурное расширение - гранит 'играет' при нагреве от шпинделя. Летом при +30 в цехе приходится делать поправку до 0.1 мм на метр обрабатываемой поверхности. Об этом редко пишут в инструкциях.
Практические кейсы из опыта
Работали над заказом - 120 кв.м. гранитного пола с орнаментом. Использовали станок чпу по камню граниту HL-850 от HuaLong. Проблема возникла при стыковке элементов - давал погрешность 0.3 мм, что для пола неприемлемо. Решили установкой лазерного сканера позиционирования.
Другой пример - изготовление колонн для храма. Гранит Red Multicolor оказался слишком хрупким для глубокой резьбы. Пришлось разрабатывать специальную программу с переменным шагом и уменьшенной глубиной реза за проход.
Сейчас тестируем новую модель от HuaLong - HL-1200S. Интересная особенность - система активного гашения вибраций. Для гранита с неравномерной структурой типа G603 очень актуально. Первые тесты показывают снижение уровня вибраций на 40% compared to предыдущей модели.
Перспективы развития технологии
Сейчас наблюдается тенденция к совмещению операций - современные станок чпу по камню позволяют за одну установку делать и раскрой, и полировку, и фрезеровку. Это особенно важно для гранита, где повторная установка ведет к погрешностям.
Интересное направление - использование ИИ для прогнозирования износа инструмента. Для гранита это могло бы решить проблему внезапного выхода из строя фрез при работе с абразивными породами.
Лично меня больше интересует развитие систем мониторинга состояния шпинделя в реальном времени. Для гранитного производства это критично - ремонт шпинделя может остановить линию на недели.
Заключительные мысли
В целом, рынок оборудования для обработки гранита развивается в сторону увеличения точности при снижении эксплуатационных затрат. Китайские производители типа HuaLong серьезно продвинулись в этом направлении - их последние модели не уступают европейским по точности, хотя и требуют более внимательного обслуживания.
Главное помнить - даже самый совершенный станок чпу по камню граниту не гарантирует качества без понимания технологии обработки именно этого материала. Опыт оператора до сих пор остается ключевым фактором.
Если говорить о будущем - думаю, через 5-7 лет мы увидим полностью автономные линии по обработке гранита с минимальным участием человека. Но пока приходится учитывать все нюансы - от влажности в цехе до марки алмазного инструмента.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Фрезерный станок по камню с чпу HLSD – 2030
Фрезерный станок по камню с чпу HLSD – 2030 -
 Гидроабразивный станок с насосом KMT
Гидроабразивный станок с насосом KMT -
 Многофункциональный мостовой станок HKNC-400J
Многофункциональный мостовой станок HKNC-400J -
 Гидроабразивная резка для камня +мостовая пила HKNC – 650J
Гидроабразивная резка для камня +мостовая пила HKNC – 650J -
 Трехосевая мостовая пила для резки камня HLYT-700
Трехосевая мостовая пила для резки камня HLYT-700 -
 Пятикоординатный мостовой фрезерный станок с ЧПУ HKNC-500 Plus
Пятикоординатный мостовой фрезерный станок с ЧПУ HKNC-500 Plus -
 Мостовой шлифовальный станок по камню HLAP-1800
Мостовой шлифовальный станок по камню HLAP-1800 -
 Мостовая пила для каменных блоков HLSM-1200
Мостовая пила для каменных блоков HLSM-1200 -
 Небольшой 3-осевой обрабатывающий центр с ЧПУ по камню HLNCm-1308 Plus
Небольшой 3-осевой обрабатывающий центр с ЧПУ по камню HLNCm-1308 Plus -
 Робот KUKA 3D-обработки камня
Робот KUKA 3D-обработки камня -
 3-осевой обрабатывающий центр для резки раковины HLNC – 1308
3-осевой обрабатывающий центр для резки раковины HLNC – 1308 -
 Мостовая пила для камня HLSQ-650
Мостовая пила для камня HLSQ-650
Связанный поиск
Связанный поиск- Цена на станок для гидроабразивной резки
- Производители гидроабразивных станков для продажи
- Производители станков с ЧПУ
- Производители небольших камнерезных станков
- гидроабразивная резка металла станок
- Водоструйный резак с ЧПУ на продажу
- 3-осевой станок для гидроабразивной резки
- Производители инструментов для резки камня
- гидроабразивная резка купить
- канатная резка камня