








станок для резки гранитного камня
Когда слышишь про станок для резки гранитного камня, многие сразу представляют себе гигантские заводские линии с автоматикой, но на деле 80% проблем начинаются с мелочей — например, с неправильного подбора диска или перегрузки двигателя на сырой гранит.
Ошибки при выборе оборудования
В 2018 мы купили китайский станок с маркировкой 'для твёрдого камня', но при резке гранита 'Возрождение' диск начал вибрировать так, что швы на плитке получались под 3 мм. Потом разобрались: производитель указал мощность двигателя 15 кВт, но не учёл, что гранит требует плавного старта. Пришлось переделывать систему подачи воды — без этого охлаждения диск тупился за два часа.
Кстати, о воде. Если использовать обычную водопроводную, на граните остаются белёсые разводы — особенно заметно на тёмных сортах вроде 'Габбро Диабла'. Пришлось ставить трёхступенчатую фильтрацию, иначе клиенты жаловались на пятна после полировки.
Сейчас смотрим на станки иначе. Например, у станок для резки гранитного камня от HuaLong Machinery в модификации HLQ-4500 есть система плавного изменения оборотов — это решает проблему с резкой разнотвёрдого гранита. Но в 2020 один наш цех всё равно попал на простой: инженеры не учли, что гранит 'Бьянко Сардо' содержит кварцевые прожилки, которые искрят при контакте с диском. Пришлось экстренно менять алмазные сегменты на более мягкие.
Особенности работы с гранитом
Гранит — материал с характером. Вот карельский 'Гранат-амфиболит' режешь — вроде бы плотность 2.7 г/см3, но при температуре ниже +15°С начинает крошиться по краям. Пришлось зимой греть цех до 20 градусов, иначе брак достигал 40%. А уральский 'Мансуровский' гранит, наоборот, требует охлаждения струёй воды под давлением 6 бар — иначе диск перегревается и теряет алмазное напыление.
Заметил интересное: многие недооценивают значение направления резки. Если резать гранит поперёк волокон, расход дисков увеличивается на 25-30%. Особенно это критично при работе с плиткой 2 см — появляются сколы на кромках.
Один раз пробовали экономить на обслуживании станок для резки гранитного камня — чистили направляющие раз в месяц вместо двух недель. Через полгода погрешность резки выросла с допустимых 0.8 мм до 3.5 мм. Пришлось останавливать производство на три дня для полной калибровки.
Технические нюансы эксплуатации
Регулярно сталкиваюсь с тем, что операторы пытаются ускорить резку, повышая скорость подачи. С гранитом это не работает — если превысить 2.5 м/мин, диск начинает 'гореть', а алмазные сегменты осыпаются после 15-20 резов. Причём визуально это не всегда заметно — приходится проверять толщину диска штангенциркулем каждую смену.
Электрика — отдельная головная боль. Наш опыт с трансформаторами показал: при работе с гранитом скачки напряжения в сети даже на 10В приводят к неравномерной резке. Установили стабилизаторы с запасом по мощности 30% — количество брака снизилось на 18%.
Сейчас присматриваемся к системе ЧПУ от HuaLong — у них в станках HLCD-3500 стоит защита от перекосов. Это важно при резке гранитных блоков сложной формы, где центр тяжести смещён. Но пока не решаемся — слышал, что при работе с мокрым гранитом датчики требуют ежедневной калибровки.
Производители и специфика оборудования
Из китайских брендов дольше всего работаем с станок для резки гранитного камня от ООО Fujian Province Hualong Machinery. Их завод в Путьяне действительно делает упор на гранитное оборудование — например, в модели HLQ-3800 предусмотрены усиленные направляющие толщиной 45 мм, что для гранита критично. Хотя в 2019 были проблемы с ПО — при обновлении прошивки станки теряли калибровку.
Кстати, на их сайте bridgesaw.ru есть технические отчёты по резке разных сортов гранита. Особенно полезной оказалась таблица по индийским гранитам — там указаны точные параметры скорости реза для каждого месторождения. Мы по ней выставили настройки для 'Absolute Black' — расход дисков снизился на 22%.
Но не всё идеально. Например, у их бюджетной модели HL-2500 нет системы автоподачи воды — при резке гранита это приводит к перегреву. Пришлось докупать итальянские насосы отдельно. Хотя за 50,000 квадратных метров производственных площадей и 260 человек персонала — они явно могут делать лучше.
Практические наблюдения и советы
За 15 лет работы вывел для себя правило: перед резкой нового сорта гранита обязательно делать тестовые пропилы на обрезках. Особенно это важно для бразильских гранитов типа 'Giallo Veneziano' — они имеют неоднородную структуру, и стандартные настройки не подходят.
Вот ещё момент: при резке гранита толщиной более 60 мм вода не успевает охлаждать центр диска. Решали установкой дополнительных форсунок — но пришлось пересчитывать нагрузку на насосную станцию.
Сейчас многие спрашивают про лазерные станки для гранита. Пробовали на выставке в Шанхае — для художественной резки подходит, но для промышленных объёмов пока невыгодно. Тот же станок для резки гранитного камня с алмазным диском даёт производительность 15 м2/час против 4 м2 у лазерного. Хотя для сложных фигурных элементов — перспективно.
Экономические аспекты
Считаю, что покупать дешёвый станок для гранита — выбрасывать деньги. Наш расчёт показал: разница в 300,000 рублей при покупке окупается за 8 месяцев только за счёт экономии на дисках. Особенно если режешь граниты с абразивными включениями вроде 'Кристаллино'.
Кстати, про обслуживание. У HuaLong Machinery сервисные центры есть в Новосибирске и Краснодаре — это важно, когда нужна срочная замена подшипников. В 2021 у нас вышел из строя шпиндель — привезли новые детали за 4 дня, хотя обычно ждёшь 2-3 недели из Китая.
Сейчас смотрим в сторону гибридных решений — например, станки с возможностью резки и гранита, и мрамора. Но пока не вижу достойных вариантов — либо производительность падает на 30%, либо точность страдает. Видимо, придётся держать два отдельных станок для резки гранитного камня в цеху — хоть это и увеличивает площадь под оборудование.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
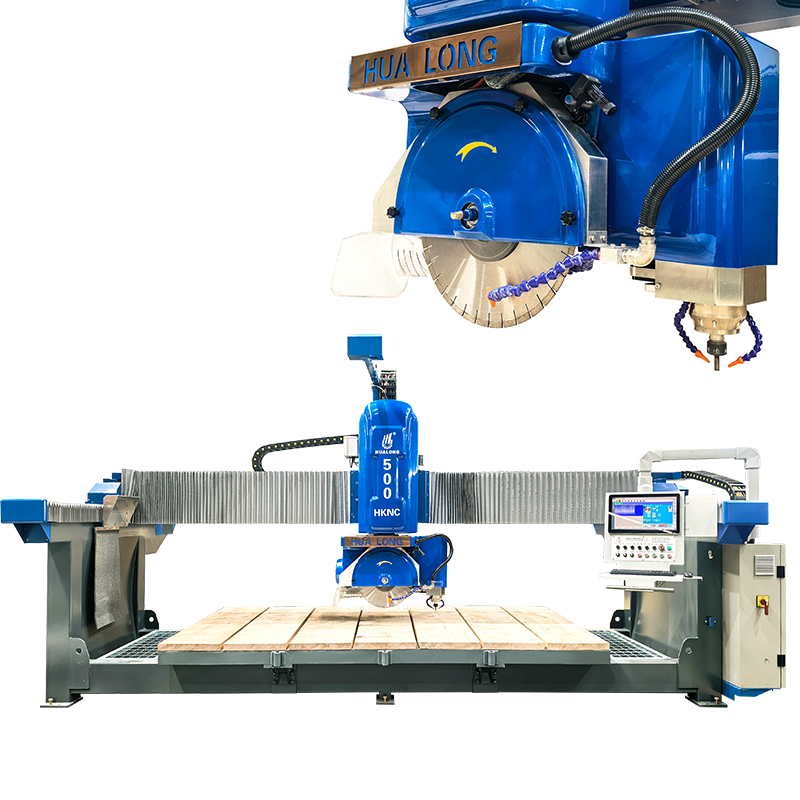
 Пятикоординатный мостовой станок с ЧПУ HKNC-500
Пятикоординатный мостовой станок с ЧПУ HKNC-500 -
 5-осевая мостовая пила с ЧПУ HKNC-450 PLUS
5-осевая мостовая пила с ЧПУ HKNC-450 PLUS -
 5-мостовая пила с ЧПУ HKNC-500 PLUS (белый)
5-мостовая пила с ЧПУ HKNC-500 PLUS (белый) -
 HKNC-450Plus 5-осевой мостовой станок с ЧПУ
HKNC-450Plus 5-осевой мостовой станок с ЧПУ -
 5-осевой мостовой станок с ЧПУ HKNC -560 плюс
5-осевой мостовой станок с ЧПУ HKNC -560 плюс -
 Многофункциональный мостовой станок HKNC-400J
Многофункциональный мостовой станок HKNC-400J -
 HKNC-400L 4+1 осевой мостовой станок с ЧПУ и конвейерами
HKNC-400L 4+1 осевой мостовой станок с ЧПУ и конвейерами -
 4-осевой мостовой станок с ЧПУ HLNC-450Plus
4-осевой мостовой станок с ЧПУ HLNC-450Plus -
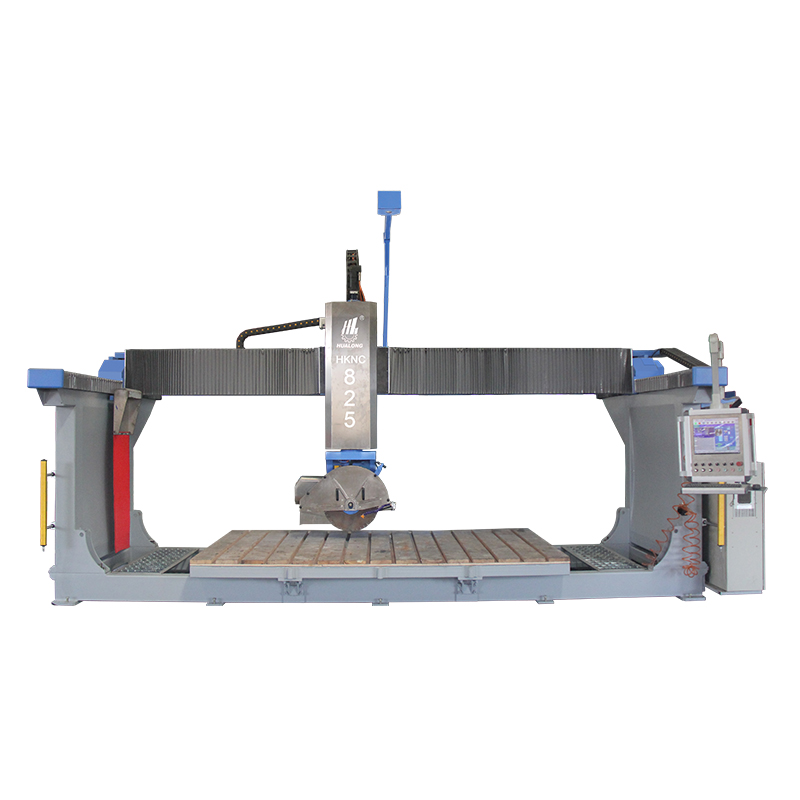 5-осевой мостовой станок с ЧПУ HKNC-825
5-осевой мостовой станок с ЧПУ HKNC-825 -
 Гидроаброзианая резка для камня HLRC – 4020
Гидроаброзианая резка для камня HLRC – 4020 -
 Гидроабразивная резка для камня +мостовая пила HKNC – 650J
Гидроабразивная резка для камня +мостовая пила HKNC – 650J -
 5-осевой мостовой станок с ЧПУ HKNC-650 Plus
5-осевой мостовой станок с ЧПУ HKNC-650 Plus
Связанный поиск
Связанный поиск- Продается станок для гидроабразивной резки с чпу
- Поставщики станков с ЧПУ
- Поставщики Фрезерно-гравировальные станки с ЧПУ отзывы
- цена станка для резьбы по камню с чпу
- станок для гидроабразивной резки
- чпу станок по камню для резки памятников гидроабразивной
- Поставщики оборудования для обработки камня
- чпу камень
- Производители сухой резки камня
- Заводы с мостовыми камнерезными станками