








станок для резки гранита с подачей воды чпу
Когда слышишь про ?станок для резки гранита с подачей воды ЧПУ?, многие сразу представляют себе идеальную машину, которая режет всё без проблем. Но на практике вода — это не просто охлаждение, а целая система, от которой зависит, не потрескается ли гранит по краям. Я до сих пор помню, как на одном из объектов в Подмосковье решили сэкономить на системе фильтрации — в итоге сопла забились кварцевой пылью, и резы пошли волной. Это типичная ошибка новичков, которые думают, что главное — это программное обеспечение, а не механика.
Конструктивные особенности, которые часто упускают
Вода в таких станках — не просто охлаждение. Если подача неравномерная, гранит, особенно тёмных сортов вроде габбро, начинает перегреваться по кромке. У нас был случай с китайским станком начального уровня — там стоял простой центробежный насос без регулятора давления. При резке слэбов толщиной 30 мм по углам появлялись микротрещины. Потом разобрались — давление воды падало при одновременной работе двух шпинделей.
Система ЧПУ — это, конечно, удобно, но если производитель сэкономил на сервоприводах, то даже при идеальных настройках будет люфт в несколько миллиметров. Например, на том же объекте с гранитом ?Балтика? использовали станок от ООО Fujian Province Hualong Machinery — у них в моделях HLQ-600L стоит двухконтурная система водяного охлаждения. Это не реклама, просто заметил разницу: когда вода подаётся отдельно на режущую голову и на зону контакта диска с материалом, трещин действительно меньше.
Кстати, про диски — многие забывают, что для гранита нужны не просто алмазные сегменты, а с определённой связкой. Если режешь гранит с высоким содержанием кварца, типа украинского жежелевского, обычный диск ?садится? за смену. Приходится подбирать под конкретную породу, иначе экономия на оснастке съедает всю выгоду от автоматизации.
Практика настройки и калибровки
Настройка ЧПУ — это не только ввод параметров реза. Вот пример: при работе с гранитом ?Возрождение? сначала выставляли стандартные скорости — 2 метра в минуту. Но камень оказался с мелкими прожилками пирита, и диск начал вибрировать. Снизили до 1.3 м/мин, увеличили расход воды на 15% — пошло чисто. Это к вопросу о том, почему готовые программы не всегда работают.
Ещё момент — калибровка нулевой точки. Если стол не отшлифован идеально (а на старых станках бывает провис до 0.5 мм), то при резке по всей площади слэба глубина будет ?гулять?. Мы как-то раз получили брак партии подоконников именно из-за этого — клиент потом полгода претензии предъявлял. Сейчас всегда делаем пробные резы по диагонали заготовки перед началом работы.
Система подачи воды требует регулярной проверки — не только фильтров, но и форсунок. На производствах, где режут много гранита с высоким содержанием железа (типа карельского гранита), вода может забивать сопла окислами за неделю. Разработали себе график прочистки раз в три дня — уменьшили количество простоев на 20%.
Ошибки при выборе оборудования
Часто смотрят на мощность шпинделя и размеры стола, но забывают про систему удаления шлама. Если шлам не вымывается из зоны реза, он попадает между диском и материалом — появляются сколы. У Hualong Machinery в новых моделях типа HLQ-800K сделали принудительную циркуляцию с отстойником — мелочь, но на производительности сказывается сильно.
Ещё один нюанс — точность позиционирования. Для архитектурных элементов типа балясин нужна точность не менее 0.1 мм, а для плитки мощения хватит и 0.5 мм. Но некоторые производители указывают максимальную точность, которая достигается только в идеальных условиях. На практике при резке гранита вибрации снижают точность минимум на 30% — это надо учитывать.
Электроника боится пыли — даже при водяном охлаждении гранитная пыль оседает везде. Видел как на одном производстве поставили станок с открытыми сервоприводами — через полгода начались сбои энкодеров. Пришлось монтировать дополнительные кожухи. Теперь всегда советую смотреть на степень защиты IP в паспорте — для гранита нужно не менее IP54.
Эксплуатационные тонкости
Скорость реза зависит не только от твёрдости гранита, но и от размера зерна. Мелкозернистый гранит типа ?Самансары? можно резать быстрее, но требуется больше воды — он склонен к термическим трещинам. Крупнозернистый типа ?Лабредор? режется медленнее, но стабильнее.
Температура в цехе влияет на точность — станины расширяются, и если днём +25, а ночью +15, утром нужно перекалибровывать. Особенно критично для многосменной работы. Мы в зимний период ставили тепловые завесы над станиной — снизили погрешность на 0.02 мм в среднем.
Ресурс дисков — отдельная тема. При резке с водяным охлаждением алмазные сегменты ?засаливаются? — поверхность металла заполняется каменной пылью. Нужно периодически делать резы в мягком материале типа известняка для очистки. Об этом редко пишут в инструкциях, но практики знают.
Перспективы развития технологии
Сейчас появляются системы с датчиками контроля нагрузки на шпиндель — станок сам подстраивает скорость подачи под неоднородности в камне. У того же Hualong в топовых моделях есть такая опция — пробовали на граните ?Капустинский? с рыжими прожилками — действительно работает, но требует тонкой настройки под каждую породу.
Водоподготовка — следующее поле для оптимизации. На некоторых производствах ставят системы обратного осмоса — вода идёт без примесей, меньше изнашиваются уплотнители и насосы. Но это удорожает эксплуатацию, поэтому пока массово не внедряется.
Интеграция с CAD/CAM — казалось бы, всё есть, но на практике часто возникают проблемы с преобразованием 3D-моделей в управляющие программы. Особенно для сложных профилей типа волют или капителей. Приходится делать дополнительные припуски на шлифовку — теряется время и материал.
Выводы из личного опыта
Станок с ЧПУ и водяным охлаждением — не панацея. Это инструмент, который требует понимания физики процесса резания гранита. Можно купить дорогое оборудование, но без знания нюансов работы с разными породами гранита результат будет посредственным.
Техническая поддержка от производителя критически важна — те же китайские Hualong Machinery быстро реагируют на запросы по настройке, присылают инженеров при необходимости. Это важнее, чем скидка при покупке.
Вода — главный расходник. Её качество влияет на ресурс станка больше, чем качество электроники. Фильтры, насосы, форсунки — на этом нельзя экономить. Проверено на собственном горьком опыте.
Автоматизация не отменяет необходимости иметь грамотного оператора. Человек, который понимает, почему в данном месте гранита нужно снизить скорость, ценнее самой современной системы ЧПУ. Технология — всего лишь инструмент в руках мастера.
Соответствующая продукция
Соответствующая продукция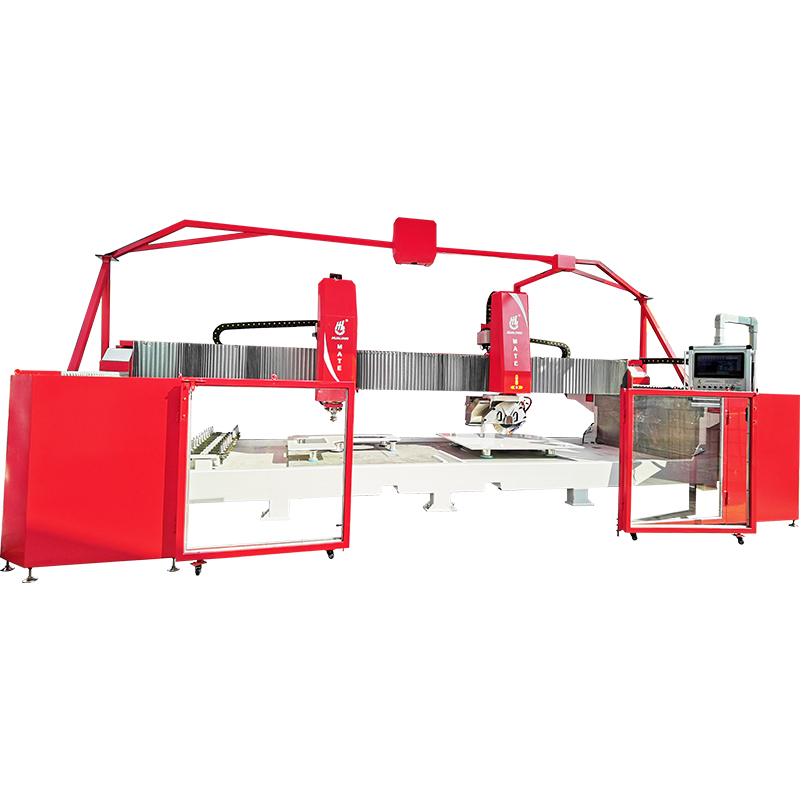






Самые продаваемые продукты
Самые продаваемые продукты-
 Фрезерный станок по камню с чпу HLSD-1530M-2
Фрезерный станок по камню с чпу HLSD-1530M-2 -
 Многодисковые мостовые станки в карьере
Многодисковые мостовые станки в карьере -
 5-мостовая пила с ЧПУ HKNC-500 PLUS (белый)
5-мостовая пила с ЧПУ HKNC-500 PLUS (белый) -
 3-осевой обрабатывающий центр HLCNC-3319
3-осевой обрабатывающий центр HLCNC-3319 -
 5-осевой мостовой станок с ЧПУ HKNC-560 PLUS
5-осевой мостовой станок с ЧПУ HKNC-560 PLUS -
 Мостовая пила HLSM-800
Мостовая пила HLSM-800 -
 HKNC-400L 4+1 осевой мостовой станок с ЧПУ и конвейерами
HKNC-400L 4+1 осевой мостовой станок с ЧПУ и конвейерами -
 Мостовой шлифовальный станок по камню HLAP-1800
Мостовой шлифовальный станок по камню HLAP-1800 -
 HKNC-450Plus 5-осевой мостовой станок с ЧПУ
HKNC-450Plus 5-осевой мостовой станок с ЧПУ -
 5-осевая мостовая пила с ЧПУ HKNC-450 PLUS
5-осевая мостовая пила с ЧПУ HKNC-450 PLUS -
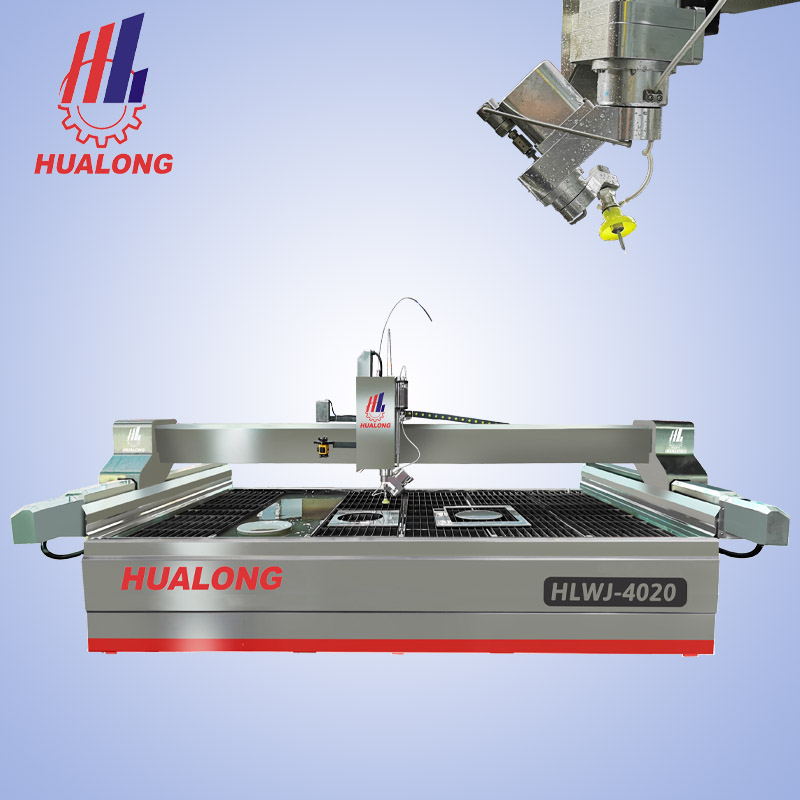 Гидроабразивной резки HLRC-4020
Гидроабразивной резки HLRC-4020 -
 HKNC-450 5-осевой мостовой станок для резки камня с ЧПУ
HKNC-450 5-осевой мостовой станок для резки камня с ЧПУ
Связанный поиск
Связанный поиск- Поставщики гидроабразивной обработки металла
- Продаются мостовые пилы по камню
- Завод по производству станков для резки камня с ЧПУ
- гидроабразивная резка станки цена купить
- Мост тип моста резак для камня завод
- станки для обработки камня
- стоимость оборудования гидроабразивной резки
- станок для резки камня цена
- Завод по производству станков для резки воды
- Камень режущий станок цена завода