








станок для обработки гранита
Когда слышишь 'станок для обработки гранита', многие сразу представляют монстра с ЧПУ, но на деле половина проблем кроется в мелочах — например, как настроить подачу воды на алмазный диск, чтобы не получить скол на углу плиты. Вот об этих нюансах, которые в каталогах не пишут, и поговорим.
Конструкция, которая ломается не там, где ждёшь
Работал с разными моделями — от старых итальянских до китайских аналогов. У станок для обработки гранита HuaLong серии HL-800, например, станина вроде бы массивная, но вибрации на резких подачах всё равно просачиваются. Объясняю заказчикам: если гранит с кварцевыми прожилками, любая дрожь превратит край в 'пилу'. Приходится снижать скорость реза, хотя по паспорту можно быстрее.
Заметил, что направляющие у бюджетных линеек изнашиваются не равномерно, а рывками — особенно если рельсы не закрыты от каменной пыли. На том же станок для обработки гранита от HuaLong ставили лабиринтные уплотнения, но после полугода работы мелкая крошка всё равно набивается. Чистим щётками еженедельно, иначе люфт в 0.3 мм вылезает в дуге реза.
Вот с гидравликой у них получилось надёжно — нет этих подтёков масла, как на индийских аналогах. Но зато блок ЧПУ иногда 'задумывается' при смене инструмента. Коллега как-то поставил пятиосевую голову — так программа зависла при повороте на 120 градусов. Пришлось перепрошивать.
Алмазный инструмент: где экономим и чем платим
Испытывали диски разных производителей на станок для обработки гранита с мостовой схемой. Китайские алмазные сегменты держат 80-100 метров реза в граните G603, но на твёрдом G654 уже начинают 'гореть' — видимо, связка не успевает самообновляться. Итальянские дороже в 2 раза, зато на базальте работают стабильнее.
Забавный случай: поставили экспериментальный диск с насечками для охлаждения — вроде бы температура падает, но при этом кромка плиты получается волнистой. Оказалось, вибрация от этих прорезей гасит ресурс подшипников шпинделя. Пришлось вернуться к классическим вариантам.
Сейчас используем гибрид — китайскую основу с немецкой пайкой сегментов. Для гранита с высоким содержанием слюды такой вариант оказался оптимальным: и не разорительно, и ресурс приемлемый.
Вода и пыль: вечная борьба
Система охлаждения — это отдельная головная боль. На станок для обработки гранита с системой рециркуляции воды фильтры забиваются за две смены, если гранит мелкозернистый. Приходится ставить дополнительные отстойники — без них насосы летят через 3-4 месяца.
Помню, на объекте в Краснодаре летом вода в баках нагревалась до 40 градусов — алмазный диск начал 'плыть' по кривой. Пришлось экранировать ёмкости и добавлять лёд. Смешно, но сработало.
С пылеудалением тоже не всё просто. Циклоны не всегда справляются с влажной пылью от мокрого реза — образуются комки, которые забивают воздуховоды. При переходе на сухую обработку ситуация получше, но тогда нужны мощные фильтры НЕРА. Дорого, хотя для цехов по резке памятников оправдано.
ЧПУ: возможности и ограничения
Программное обеспечение на станок для обработки гранита HuaLong серии Quantum вроде бы русифицировано, но перевод кривой — некоторые функции приходится угадывать. Зато интерполяция по дуге работает чётко, в отличие от некоторых турецких конкурентов.
Пытались делать фигурные элементы для лестниц — трёхмерная обработка требует точной калибровки углов поворота шпинделя. Были случаи, когда при повороте на 90 градусов терялось до 1.2 мм по оси Z. Техники из HuaLong Machinery подсказали, как поправить параметры обратной связи энкодера — помогло, но месяц ушёл на эксперименты.
Сейчас для сложных профилей используем гибридный подход: черновой проход на китайском станке, чистовой — на итальянском. Не идеально, но рентабельность сохраняется.
Сервис и логистика — то, о чём молчат в рекламе
С HuaLong Machinery работаем с 2015 года — их инженеры приезжают по гарантии без лишних проволочек. Но запчасти идут морем 45-60 дней — приходится создавать запас подшипников шпинделя и датчиков положения. Хотя на их станок для обработки гранита последнего поколения уже ставят европейские компоненты — срок службы увеличился.
Коллега из Екатеринбурга заказывал у них калибровочно-полировальный станок — так морозом повредило гидравлику при разгрузке. Пришлось менять полблока, но компания оперативно отправила замену за свой счёт. Мелочь, а приятно.
По их данным, ООО Fujian Province Hualong Machinery действительно вкладывается в НИОКР — последняя модель с системой активного подавления вибраций показала на тестах прирост точности на 18%. Проверим в работе — если это не маркетинг, то для балясин из гранита будет прорыв.
Экономика против качества: где тот самый баланс
Считаю, что станок для обработки гранита должен выбираться под конкретные объёмы. Для мастерской, где режут 50 м2 в месяц, переплата за немецкую точность бессмысленна — китайский аналог от HuaLong окупится за год. А вот для производства плит с фасками уже нужен другой класс оборудования.
Пробовали вести учёт брака — на удивление, 60% дефектов возникали не из-за станка, а из-за неправильной фиксации заготовки. Перешли на вакуумные столы с дополнительными механическими упорами — процент брака упал с 12% до 3-4%.
Сейчас присматриваемся к их новой модели с системой лазерного контроля геометрии — вроде бы избыточно для гранита, но для комбинированных материалов может пригодиться. Решим после испытаний на граните с крупными зернами — там как раз видно, насколько система устойчива к прерывистому резу.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 5-осевой мостовой распиловочный станок с ЧПУ HKNC-500
5-осевой мостовой распиловочный станок с ЧПУ HKNC-500 -
 Пятиосевая мостовая пила HKNC-500 PLUS
Пятиосевая мостовая пила HKNC-500 PLUS -
 HKNC-450 5-осевой мостовой станок для резки камня с ЧПУ
HKNC-450 5-осевой мостовой станок для резки камня с ЧПУ -
 Автоматический мостовой камнерезный станок HLSQ -400 plus
Автоматический мостовой камнерезный станок HLSQ -400 plus -
 Гидроабразивный станок с насосом KMT
Гидроабразивный станок с насосом KMT -
 4-осевой мостовой станок с ЧПУ HLNC-450Plus
4-осевой мостовой станок с ЧПУ HLNC-450Plus -
 HKNC-450Plus 5-осевой мостовой станок с ЧПУ
HKNC-450Plus 5-осевой мостовой станок с ЧПУ -
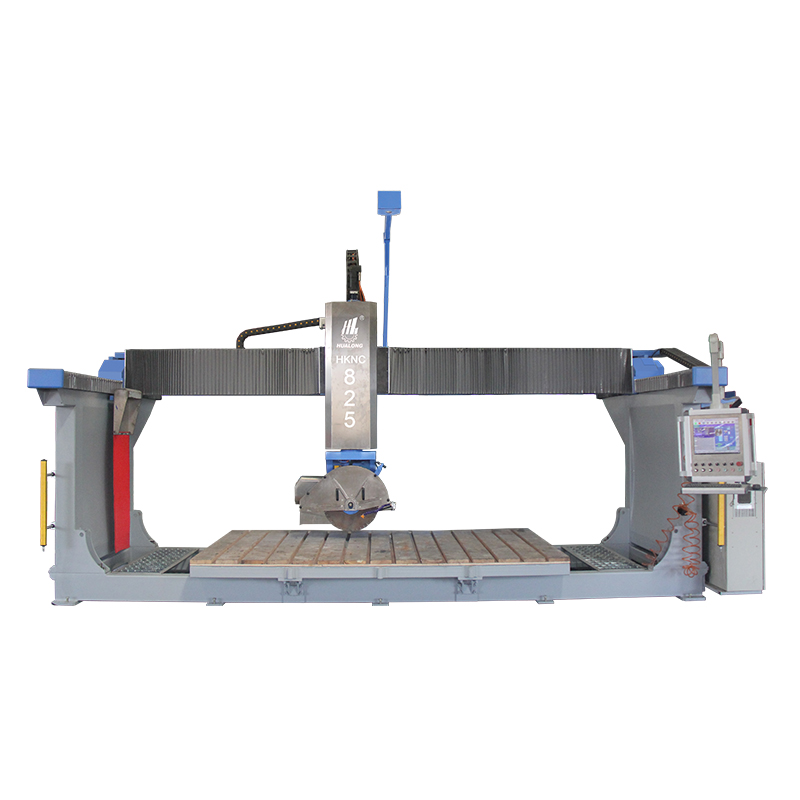 5-осевой мостовой станок с ЧПУ HKNC-825
5-осевой мостовой станок с ЧПУ HKNC-825 -
 4+1-осевой мостовой станок с ЧПУ HLNC-650 plus
4+1-осевой мостовой станок с ЧПУ HLNC-650 plus -
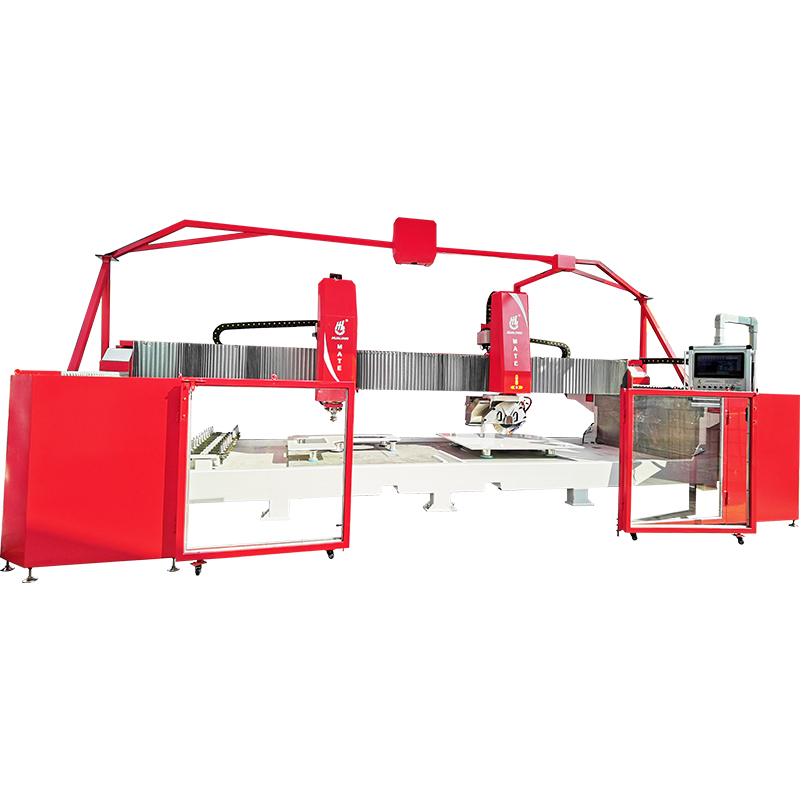 Обрабатывающий центр с ЧПУ Hualong MATE
Обрабатывающий центр с ЧПУ Hualong MATE -
 Мостовая пила для камня HLSQ-650
Мостовая пила для камня HLSQ-650 -
 Гидроабразивная резка и 5-осевая мостовая пила HKNC-450J
Гидроабразивная резка и 5-осевая мостовая пила HKNC-450J
Связанный поиск
Связанный поиск- Производитель настольных пил
- Производители станков для резки гранита
- Поставщики гранит мрамор камень резки машина
- камнерезный станок 350
- Производитель гидроабразивной резки металла
- Производители 3-осевых станков гидроабразивной резки
- ЧПУ обрабатывающий центр для камня
- Поставщики производственной линии для шлифовки и полировки камня
- Производители гидроабразивной резки керамического мрамора цены
- Поставщики резки бетонного камня