








станок для мрамора
Когда говорят про станок для мрамора, многие сразу представляют себе просто отрезной диск и двигатель. На деле же — это целая система, где каждая деталь влияет на результат. Вот, например, китайские производители вроде ООО Fujian Province Hualong Machinery? часто сталкиваются с мифом, что их оборудование годится только для мягких пород. Но на практике их мостовые пилы показывают себя в мраморе вполне стабильно, если правильно подобраны параметры.
Критерии выбора оборудования
Первое, на что смотрю при оценке станка — не паспортные данные, а конструкция станины. У нас был случай, когда закупили итальянский аппарат с заявленной точностью 0,1 мм, но при работе с каррарским мрамором его начало ?вести? из-за вибраций. Оказалось, ребра жесткости рассчитаны неправильно. Пришлось усиливать конструкцию своими силами.
Часто упускают из виду систему охлаждения. В мраморе особенно важна равномерная подача воды — если где-то образуется ?сухое? пятно, диск перегревается и начинает выкрашивать кромку. На производствах, где экономят на системе фильтрации, ресурс алмазных дисков падает в два раза быстрее.
Электропроводка — отдельная история. В цеху с мокрой обработкой клеммные коробки должны быть герметичными. Как-то раз на объекте в Краснодаре заказчик жаловался на частые сбои ЧПУ. При осмотре обнаружили окисленные контакты — вода просачивалась через негерметичный кабельный ввод.
Особенности обработки мрамора
Мрамор коварен своей неоднородностью. Внешне идеальный блок может иметь скрытые трещины или участки с разной твердостью. Для таких случаев в станках для мрамора лучше иметь плавную регулировку скорости подачи. На нашем опытном участке тестировали режимы резки на уфалейском мраморе — при слишком быстрой подаче даже дорогой алмазный диск оставляет сколы до 3 мм глубиной.
Теплоемкость материала часто недооценивают. После непрерывной резки в течение 40 минут поверхность мрамора в зоне реза может прогреваться до 60-70°C. Если сразу начать полировку — получим микротрещины. Поэтому в технологических картах мы всегда закладываем паузы для остывания заготовки.
Пылеудаление — головная боль при работе с мраморной крошкой. Мелкая фракция забивает направляющие, особенно в портальных конструкциях. Раз в квартал приходится полностью разбирать механизм перемещения моста для чистки. Некоторые коллеги ставят дополнительные щеточные уплотнители, но это снижает плавность хода.
Опыт эксплуатации китайского оборудования
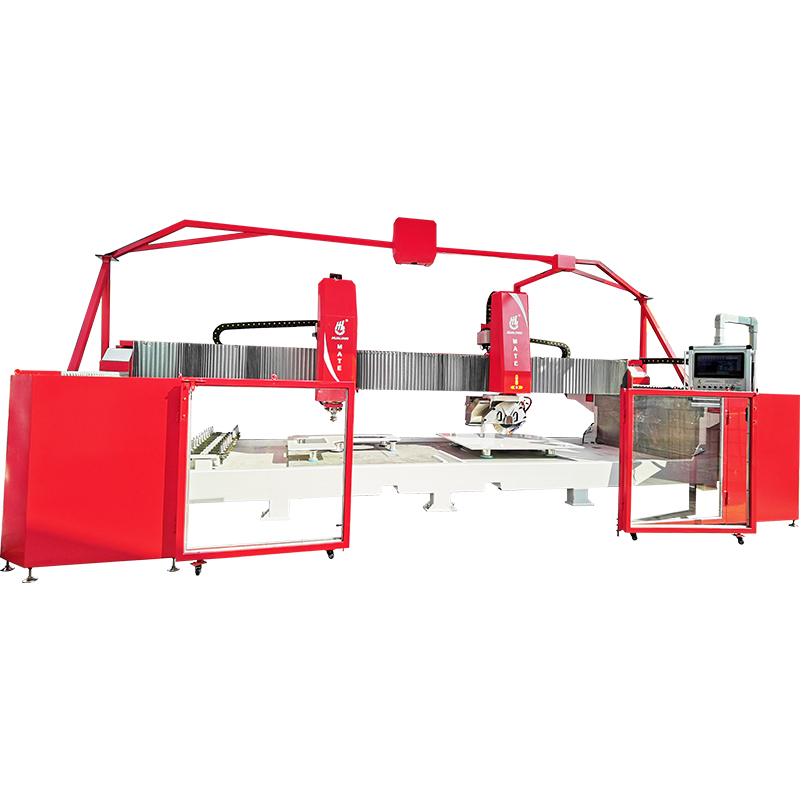
Когда в 2018 году рассматривали станки от ООО Fujian Province Hualong Machinery?, скепсиса было много. Но их модель HLQ-3000 с системой ЧПУ оказалась вполне работоспособной для рядовых задач. Главное преимущество — ремонтопригодность. Запчасти доступны, а кинематическая схема продумана без излишней сложности.
Что не понравилось — базовая комплектация всегда требует доработок. Например, штатные зажимы не обеспечивают надежной фиксации плит больше 2х3 метра. Пришлось заказывать дополнительные прижимы с гидравликой. Также слабовата заводская система смазки направляющих — перешли на автоматическую подачу масла.
Из интересных наблюдений: китайские инженеры явно изучали европейские аналоги. В конструкции станка для мрамора HLQ-3000 узнаются решения от Breton и Pedrini, но упрощенные для снижения стоимости. Для небольших мастерских такой вариант оптимален — функционала хватает, а цена в 2-2,5 раза ниже итальянцев.
Технические нюансы обслуживания
Регулярность обслуживания — ключевой момент. Раз в две недели обязательно проверяем натяжение приводных ремней. Ослабление всего на 10-15% уже дает вибрацию, которая критична для тонкой обработки мрамора. Раз в месяц промываем гидросистему — даже с фильтрами мелкая мраморная пыль проникает в масло.
Подшипники шпинделя — самая уязвимая часть. При работе с мокрым мрамором влага попадает даже через качественные уплотнения. Наш техник разработал простой тест — замеряет температуру подшипников после 4 часов непрерывной работы. Если рост больше 15°C от исходной — готовимся к замене.
Электроника боится не столько влаги, сколько перепадов напряжения. Ставим стабилизаторы на каждый станок для мрамора, иначе частотные преобразователи выходят из строя. Дороже всего обходится ремонт контроллеров позиционирования — проще сразу закладывать в бюджет резервный блок.
Экономика производства
Себестоимость обработки сильно зависит от грамотной эксплуатации. Один только правильный подбор алмазных дисков дает экономию до 30% на оснастке. Для мрамора средней твердости лучше подходят сегментированные диски с мелким зубом — они меньше ?рвут? материал, хоть и режут чуть медленнее.
Скорость резания часто пытаются максимизировать, но с мрамором это не работает. Оптимально — 2-2,5 метра в минуту для плит толщиной 20 мм. При больших скоростях увеличивается расход воды и чаще требуется правка дисков.
Кстати, о воде — система рециркуляции окупается за 8-10 месяцев. Без нее расход на один станок достигает 5-7 кубов в смену. Особенно важно для производств в черте города, где строго смотрят на сбросы.
Перспективы развития технологий
Сейчас многие переходят на 5-осевые обрабатывающие центры, но для мрамора это не всегда оправдано. Да, можно делать сложные объемные элементы, но стоимость часа работы такого оборудования в 3-4 раза выше. Для 80% заказов хватает возможностей 3-осевого станка для мрамора с ЧПУ.
Интересное направление — комбинированные линии, где резка и полировка совмещены. Пробовали тестовый вариант от HuaLong — пока сыровато. Между операциями все равно нужна промежуточная обработка. Возможно, через пару лет доведут до ума.
Из реально полезных новшеств — системы лазерного контроля геометрии реза. Ставятся как опция на те же HLQ-3000. Позволяют сразу видеть отклонения до 0,2 мм без ручных замеров. Для ответственных проектов типа облицовки в аэропортах — незаменимая вещь.
В целом, рынок станков для мрамора движется в сторону универсализации. Оборудование вроде того, что делает ООО Fujian Province Hualong Machinery?, уже закрывает базовые потребности большинства производителей. Главное — понимать технологические нюансы и не экономить на обслуживании. Как показывает практика, 70% поломок происходят не из-за износа, а из-за нарушения регламентов техобслуживания.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 5-осевой мостовой станок с ЧПУ HKNC-650 Plus
5-осевой мостовой станок с ЧПУ HKNC-650 Plus -
 Небольшой 3-осевой обрабатывающий центр с ЧПУ по камню HLNCm-1308 Plus
Небольшой 3-осевой обрабатывающий центр с ЧПУ по камню HLNCm-1308 Plus -
 Станок Гидроабразивной Резки HLRC – 2015
Станок Гидроабразивной Резки HLRC – 2015 -
 Пятиосевая мостовая пила HKNC-500 PLUS
Пятиосевая мостовая пила HKNC-500 PLUS -
 Гидроабразивная резка и 5-осевая мостовая пила HKNC-450J
Гидроабразивная резка и 5-осевая мостовая пила HKNC-450J -
 3-осевой обрабатывающий центр HLCNC-3319
3-осевой обрабатывающий центр HLCNC-3319 -
 Обрабатывающий центр по камню с ЧПУ HLCNC – 3319
Обрабатывающий центр по камню с ЧПУ HLCNC – 3319 -
 Пятиосевой Гидроабразивный Станок HLRC – 2515p
Пятиосевой Гидроабразивный Станок HLRC – 2515p -
 Пятиосевая мостовая пила HKNC-500 Plus
Пятиосевая мостовая пила HKNC-500 Plus -
 Многодисковые мостовые станки в карьере
Многодисковые мостовые станки в карьере -
 5-осевой мостовой станок с ЧПУ HKNC-560 PLUS
5-осевой мостовой станок с ЧПУ HKNC-560 PLUS -
 Мостовая пила HLSM-800
Мостовая пила HLSM-800
Связанный поиск
Связанный поиск- Фрезерный станок для обработки кромки гранита
- станок для резки камня с чпу
- Производители станков для гидроабразивной резки в 5-ти осевом режиме
- Цена камня резки машина завод
- выбрать фрезер по камню
- лазерный фрезерно гравировальный станок с чпу
- Завод 5-осевого станка гидроабразивной резки
- Поставщики небольшой камень резки машина
- пила по камню с подачей воды
- высокоточный фрезер по камню