








станок для камень
Когда слышишь 'станок для камня', многие представляют просто отрезной аппарат, но на деле это целая экосистема оборудования. В моей практике были случаи, когда люди покупали мостовые пилы для гранита, а потом пытались резать керамогранит - получали сколы и жаловались на технику. На самом деле, тут важен не столько сам станок, сколько понимание его возможностей.
Классификация оборудования
Если брать мостовые пилы, то их делят не только по размеру, но и по типу подачи. Ручные модели до сих пор востребованы в мелких мастерских - например, HL-800A от HuLong с ручной регулировкой угла реза. Но когда объемы растут, появляются нюансы: пневматические прижимы против механических, система водяного охлаждения с рециркуляцией...
Запомнил случай на объекте в Краснодаре: заказчик купил станок с ЧПУ для мрамора, но не учел вибрацию. При резке тонких плит появился 'эффект зебры' - чередующиеся светлые и темные полосы. Пришлось дорабатывать амортизацию.
Фрезерные станки - отдельная история. Особенно с поворотными шпинделями. Видел как на HuLong CNC-6090 обрабатывали гранитный бордюр - заготовка фиксировалась вакуумным столом, но при смене инструмента проседало давление. Мелочь, а влияет на точность.
Критерии выбора
Мощность двигателя - не всегда главный параметр. Для известняка хватит и 5 кВт, а для кварцита лучше брать от 7.5 кВт с запасом. Но важно смотреть на момент вращения - при резке фигурных элементов низкие обороты дают лучший контроль.
Система подачи воды часто недооценивается. В том же станок для камня от HuLong стоит трехступенчатая фильтрация - сначала сетчатый фильтр, потом магнитный, потом тонкой очистки. Если этого нет, abrasive slurry быстро убьет подшипники.
Размер стола - казалось бы, все просто. Но на практике стол 3200х1800 может оказаться удобнее 4000х2000 из-за организации пространства. Особенно если учитывать зону отгрузки готовых плит.
Особенности эксплуатации
Техобслуживание - больная тема. Многие забывают про смазку направляющих, пока не услышат скрежет. В инструкциях к HuLong Machinery четко прописан график: ежедневно - очистка направляющих, еженедельно - проверка гидравлики, ежемесячно - калибровка датчиков.
Замена алмазного инструмента - целая наука. Для гранита берут сегменты с мягкой связкой, для мрамора - с твердой. Ошибка в подборе приводит либо к 'ожогам' материала, либо к быстрому износу диска.
Калибровка после транспортировки - многие пренебрегают. А потом удивляются, почему рез идет с отклонением в 0.5 мм на метре. Особенно критично для станков с ЧПУ - там люфт в 0.1° уже дает заметную погрешность.
Типичные ошибки
Экономия на оснастке - классика. Покупают дорогой станок для камня, но экономят на патронах или фиксаторах. Результат - биение заготовки при фрезеровке.
Игнорирование температурного режима. Видел как зимой в неотапливаемом цеху пытались резать керамогранит - материал становился хрупким, появлялись микротрещины. Производитель же четко указывает: +5°C минимальная температура эксплуатации.
Неправильная установка. Помню объект под Ростовом - поставили станок на неровный пол, через месяц появился люфт в редукторе. Пришлось демонтировать и заливать отдельный фундамент.
Перспективы развития
Сейчас тренд на интеграцию - когда станок для камня объединяют с системой складирования. У HuLong есть разработка где мостовая пила сама передает плиты на паллеты через роботизированную руку.
Энергоэффективность становится ключевым параметром. Новые модели используют рекуперацию энергии при торможении шпинделя - экономия до 15% на электроэнергии.
Дистанционный мониторинг - уже не экзотика. Через платформу bridgesaw.ru можно отслеживать износ инструмента, планировать ТО, заказывать запчасти. Особенно полезно для сетей производств.
Работа с конкретными материалами
Травертин - капризный материал. Требует особого подхода к скорости реза. Если брать стандартные настройки для мрамора - получишь сколы по краям. Опытные операторы снижают обороты на 20-30%.
Кварцевый агломерат - здесь важна стабильность подачи. Рывки приводят к выкрашиванию частиц. На оборудовании HuLong для этого материала используют сервоприводы с обратной связью.
Натуральный сланец - самый сложный случай. Из-за слоистой структуры часто ломается при фиксации. Приходится использовать комбинированные зажимы с разным усилием по краям.
Экономические аспекты
Срок окупаемости качественного станок для камня - 2-3 года при полной загрузке. Но многие не учитывают стоимость обслуживания - например, замена направляющих раз в 5 лет обходится в 15-20% от первоначальной цены.
Аренда vs покупка - спорный вопрос. Для сезонных работ иногда выгоднее брать в лизинг. HuLong Machinery как раз предлагает гибкие программы - можно начинать с минимального взноса.
Стоимость эксплуатации складывается не только из электроэнергии. Вода, фильтры, утилизация шлама - вот скрытые расходы. На крупном производстве они могут достигать 40% от прямых затрат.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 3-осевой обрабатывающий центр HLCNC-3319
3-осевой обрабатывающий центр HLCNC-3319 -
 Гидроабразивный станок с насосом KMT
Гидроабразивный станок с насосом KMT -
 Мостовой шлифовальный станок по камню HLAP-1800
Мостовой шлифовальный станок по камню HLAP-1800 -
 Гидроабразивная резка и 5-осевая мостовая пила HKNC-450J
Гидроабразивная резка и 5-осевая мостовая пила HKNC-450J -
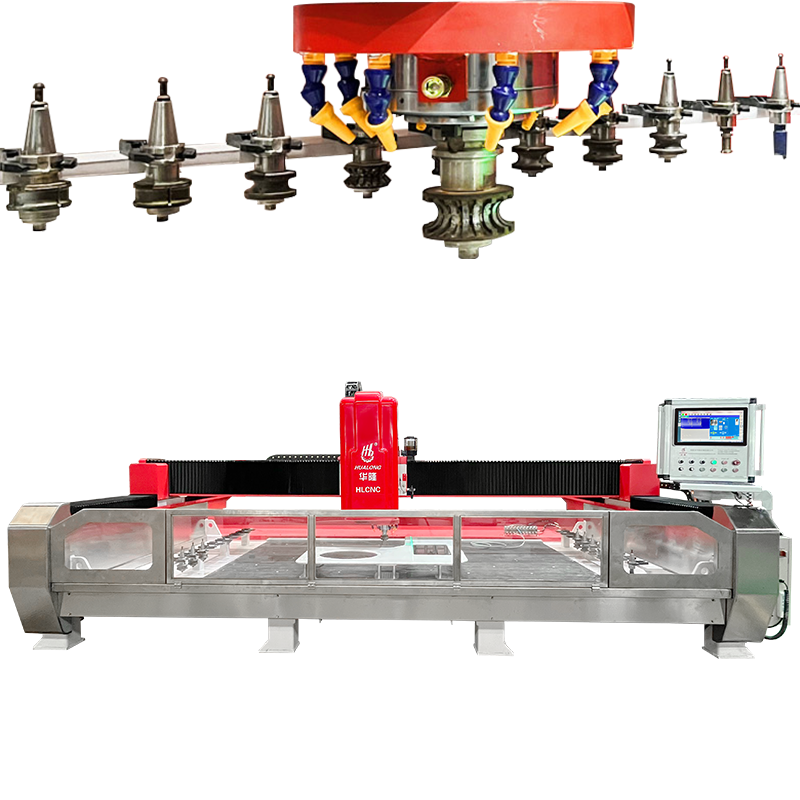 Обрабатывающий центр по камню с ЧПУ HLCNC – 3319
Обрабатывающий центр по камню с ЧПУ HLCNC – 3319 -
 5-осевой гидроабразивный станок с ЧПУ HLRC-3020
5-осевой гидроабразивный станок с ЧПУ HLRC-3020 -
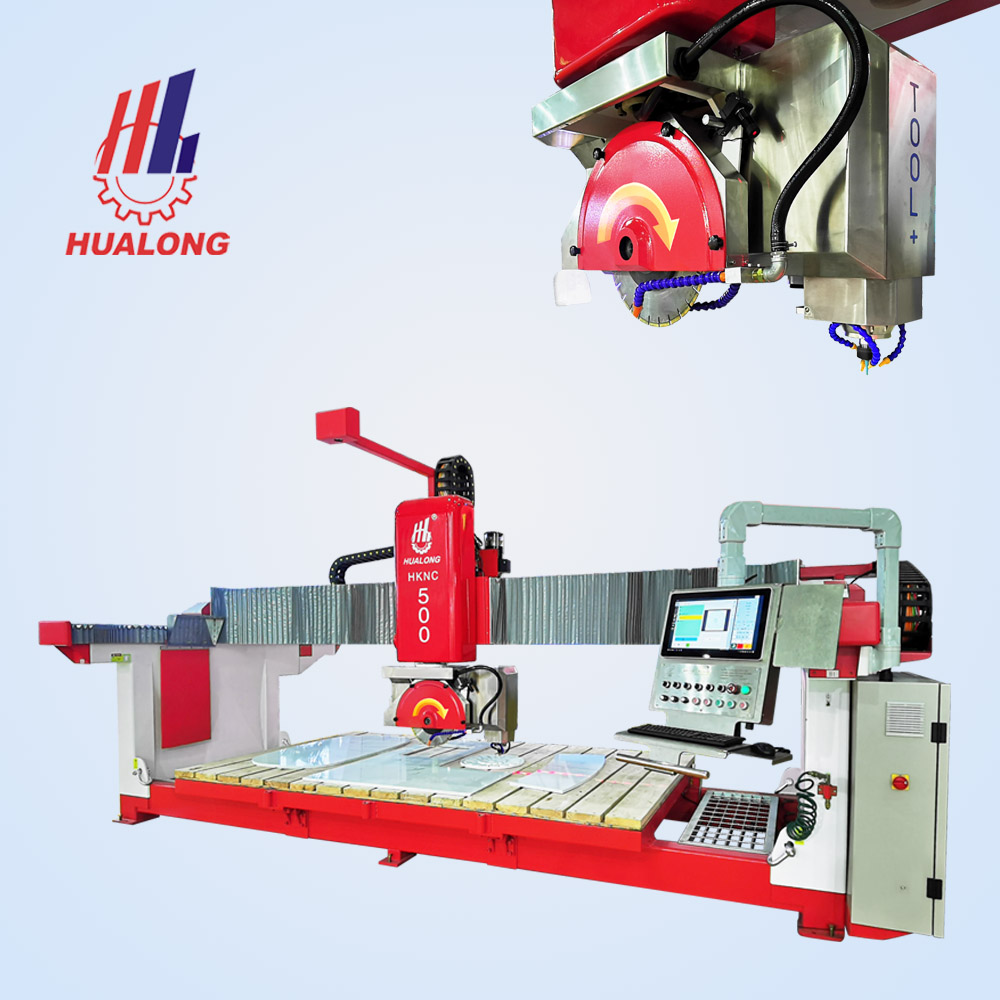
 Пятиосевая мостовая пила HKNC-500 PLUS
Пятиосевая мостовая пила HKNC-500 PLUS -
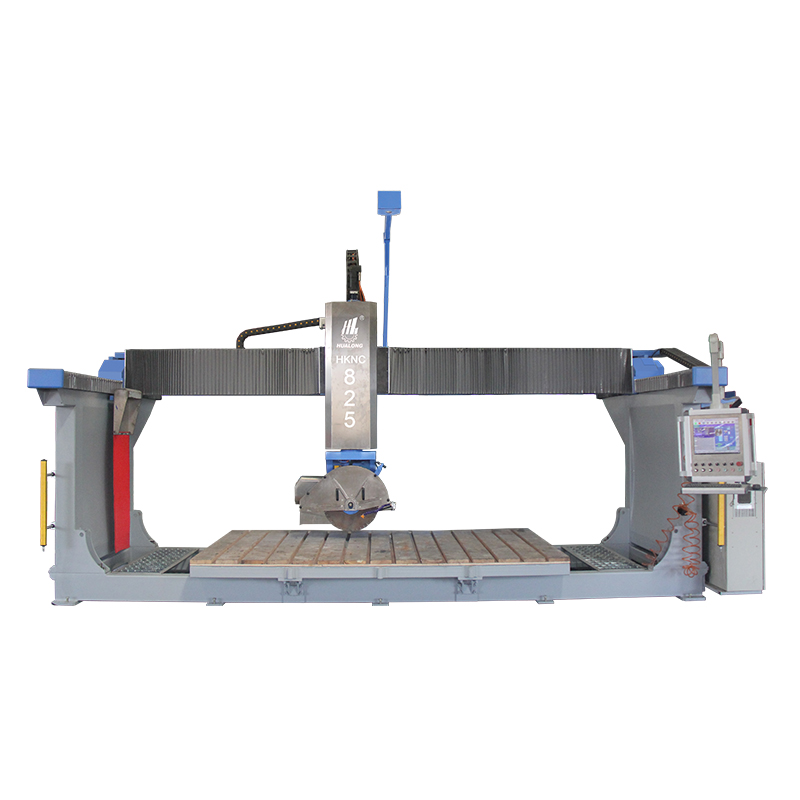 5-осевой мостовой станок с ЧПУ HKNC-825
5-осевой мостовой станок с ЧПУ HKNC-825 -
 3-осевой обрабатывающий центр для резки раковины HLNC – 1308
3-осевой обрабатывающий центр для резки раковины HLNC – 1308 -
 5-осевой мостовой станок с ЧПУ HKNC-560 PLUS
5-осевой мостовой станок с ЧПУ HKNC-560 PLUS -
 HKNC-450Plus 5-осевой мостовой станок с ЧПУ
HKNC-450Plus 5-осевой мостовой станок с ЧПУ -
 Многодисковые мостовые станки в карьере
Многодисковые мостовые станки в карьере
Связанный поиск
Связанный поиск- Камнерезный станок 400 завод
- Купить станок гидрорезки
- Завод по производству станков для резки гранитных мостов
- сколько стоит станок гидроабразивной резки
- Производители обрабатывающих центров с ЧПУ для обработки камня
- Производители гидроабразивных резаков цены
- гидроабразивная резка цена
- Производители превосходных камнерезных станков
- Поставщики операций гидроабразивной резки
- Поставщики Фрезерно-гравировальный станок с ЧПУ для камня