








станки чпу по камню фрезерные
Когда слышишь про фрезерные ЧПУ для камня, многие сразу представляют универсального монстра, который ?всё может?. На деле же — каждый станок заточен под конкретные задачи, и попытка сэкономить на оснастке или выбрать ?усреднённый? вариант часто заканчивается трещинами в мраморе или сломанным шпинделем.
Что действительно важно в конструкции
Первый момент, который часто упускают при выборе — жёсткость портала. Видел случаи, когда для гранита брали модели с облегчённой станиной — вроде бы подходит по характеристикам, но после месяца работы появляется люфт в 0.2-0.3 мм. Для плитки это критично, особенно если речь идёт о высокоточном раскрое.
Второй нюанс — система охлаждения. Вода против эмульсии — вечный спор. Для кварцевого агломерата, например, эмульсия предпочтительнее — меньше брызг, но требует постоянного контроля концентрации. Как-то пришлось переделывать подводку охлаждения на станке от HuaLong — заводской вариант не учитывал специфику работы с пористыми породами.
Третий момент, о котором редко пишут в спецификациях — инерционность осей. При резьбе сложных орнаментов на твёрдом граните иногда наблюдал ?зарезы? в углах — проблема в настройках разгона-торможения. Пришлось экспериментировать с ПО, пока не нашли компромисс между скоростью и точностью.
Ошибки при работе с гранитом и кварцитом
Запомнился случай с раскроем плиты гранита Bianco Sardo. Заказчик требовал идеальные кромки под 45 градусов — стандартная фреза давала сколы на рёбрах. Перепробовали три типа алмазных головок, пока не остановились на варианте с переменным шагом зубьев — но пришлось жертвовать скоростью подачи.
Ещё одна проблема — вибрация при обработке крупногабаритных заготовок. Как-то пришлось экстренно останавливать станок при фрезеровке столешницы длиной 3.2 метра — недостаточно жёсткие опоры вызвали биение в 0.15 мм. После этого всегда рекомендую проверять систему поддержки плиты перед началом работ.
Интересный момент с кварцитом — этот материал требует особого подхода к охлаждению. При перегреве появляются микротрещины, заметные только после полировки. Настраивали станок с водяным охлаждением под высоким давлением — результат улучшился, но пришлось монтировать дополнительную защиту от брызг.
Практика эксплуатации станков HuaLong Machinery
Работал с оборудованием от ООО Fujian Province Hualong Machinery — в частности, с моделью HL-1325. Из заметного: продуманная система сервоприводов, но требовательная к настройкам ЧПУ. Первое время были проблемы с плавностью движения по оси Z — пришлось корректировать параметры в управляющей программе.
Заметил особенность в конструкции направляющих — использованы роликовые системы вместо стандартных шариковых. На практике это дало преимущество при работе с тяжёлыми гранитными плитами — износ меньше, но требуется более частая калибровка.
Из полезного — в базовой комплектации предусмотрены датчики контроля нагрузки на шпиндель. Как-то автоматика остановила станок при обработке гранита с внутренней полостью — возможно, предотвратила поломку фрезы. Хотя иногда датчики срабатывают ложноположительно — приходится подбирать пороги чувствительности под каждый материал.
Нюансы работы с мрамором и ониксом
С мрамором Carrara — отдельная история. Мягкий материал, но капризный в чистовой обработке. Стандартные режимы резания оставляли микросколы на кромках — помогло снижение скорости вращения шпинделя до 12000 об/мин при увеличении подачи. Нелогично, но сработало.
Оникс — самый сложный материал в моей практике. При фрезеровке тонких декоративных элементов постоянно возникали проблемы с перегревом — даже при обильном охлаждении. Экспериментировали с импульсным режимом резания — результат стал лучше, но время обработки выросло на 30-40%.
Запомнился заказ на изготовление панно из травертина — нужно было вырезать элементы толщиной всего 8 мм. Пришлось разрабатывать специальную оснастку для фиксации — стандартные вакуумные столы не держали из-за пористости материала. Сделали комбинированную систему с механическими прижимами.
Организация процесса и типичные просчёты
Частая ошибка новичков — неправильный расчёт времени обработки. Например, для гранитной плиты 20мм чистовая фрезеровка контура занимает в 1.5-2 раза дольше, чем кажется на первый взгляд. Особенно если нужны идеальные кромки под склейку.
Ещё момент — подготовка УП. Некоторые операторы экономят время на симуляции процесса, а потом удивляются столкновениям фрезы с крепежом. Видел как-то разбитую алмазную головку стоимостью под 2000 евро — из-за невнимательности при программировании траектории.
Важный нюанс — логистика в цеху. При работе со станком HL-1325 от HuaLong Machinery столкнулись с необходимостью перепланировки пространства — оказалось, что зона выгрузки готовых изделий недостаточно просторна для габаритных плит. Пришлось переносить склад заготовок.
Обслуживание и модернизация
Регулярная проблема — износ направляющих. На станках, работающих с гранитом, профилактику нужно делать чаще, чем указано в инструкции — примерно каждые 400-500 моточасов. Пыль от камня действует как абразив, несмотря на системы защиты.
Замена шпинделя — отдельная тема. После трёх лет эксплуатации на одном из станков пришлось менять подшипники — характерный гул появился на высоких оборотах. Интересно, что китайские производители, включая Hualong Machinery, стали использовать более долговечные японские подшипники в последних моделях.
Модернизация системы ЧПУ — часто необходима для специфических задач. На одном из объектов устанавливали дополнительный контроллер для управления углом наклона шпинделя — это позволило создавать сложные объемные элементы без переустановки заготовки.
Выводы и субъективные наблюдения
За 12 лет работы с каменными станками ЧПУ пришёл к выводу — не бывает идеального оборудования. Каждый станок требует подстройки под конкретное производство. Даже удачные модели вроде тех, что производит HuaLong, нуждаются в доработках под местные условия.
Сейчас часто смотрю в сторону гибридных решений — например, комбинация фрезерной обработки с гидроабразивной резкой для сложных проектов. Но это уже тема для отдельного разговора.
Главное — не гнаться за максимальными характеристиками, а подбирать оборудование под реальные задачи. Иногда простой станок с правильно настроенной оснасткой даёт лучший результат, чем навороченный агрегат с посредственным оператором.
Соответствующая продукция
Соответствующая продукция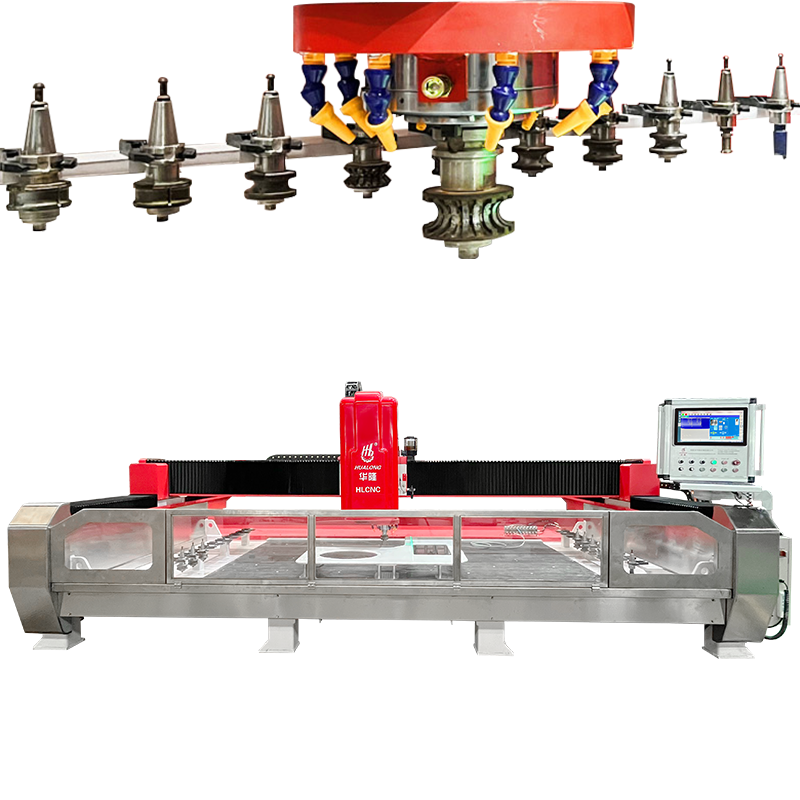






Самые продаваемые продукты
Самые продаваемые продукты-
 Автоматический мостовой камнерезный станок HLSQ -400 plus
Автоматический мостовой камнерезный станок HLSQ -400 plus -
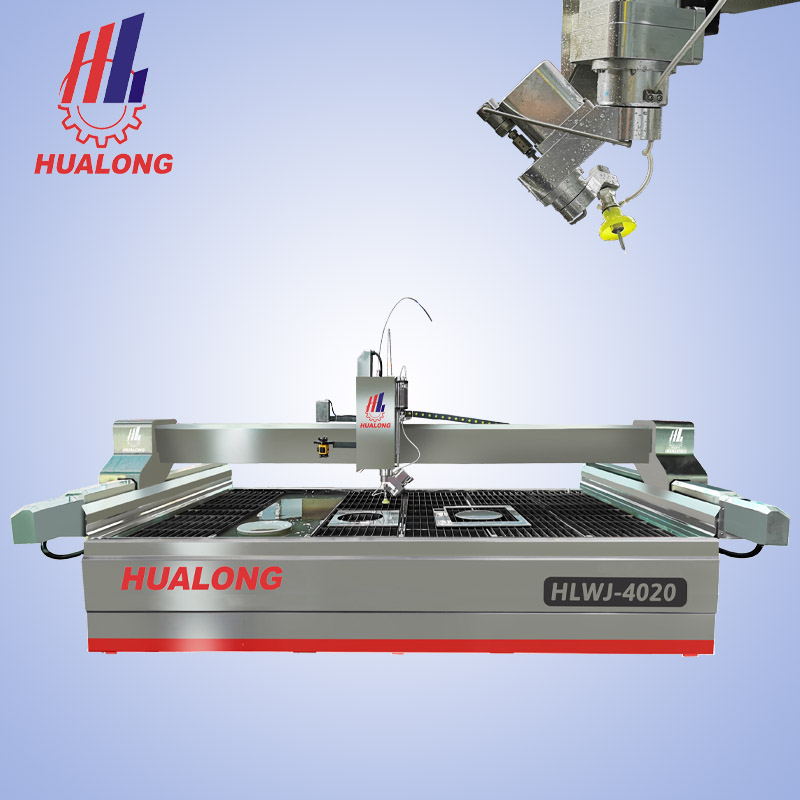 Гидроабразивной резки HLRC-4020
Гидроабразивной резки HLRC-4020 -
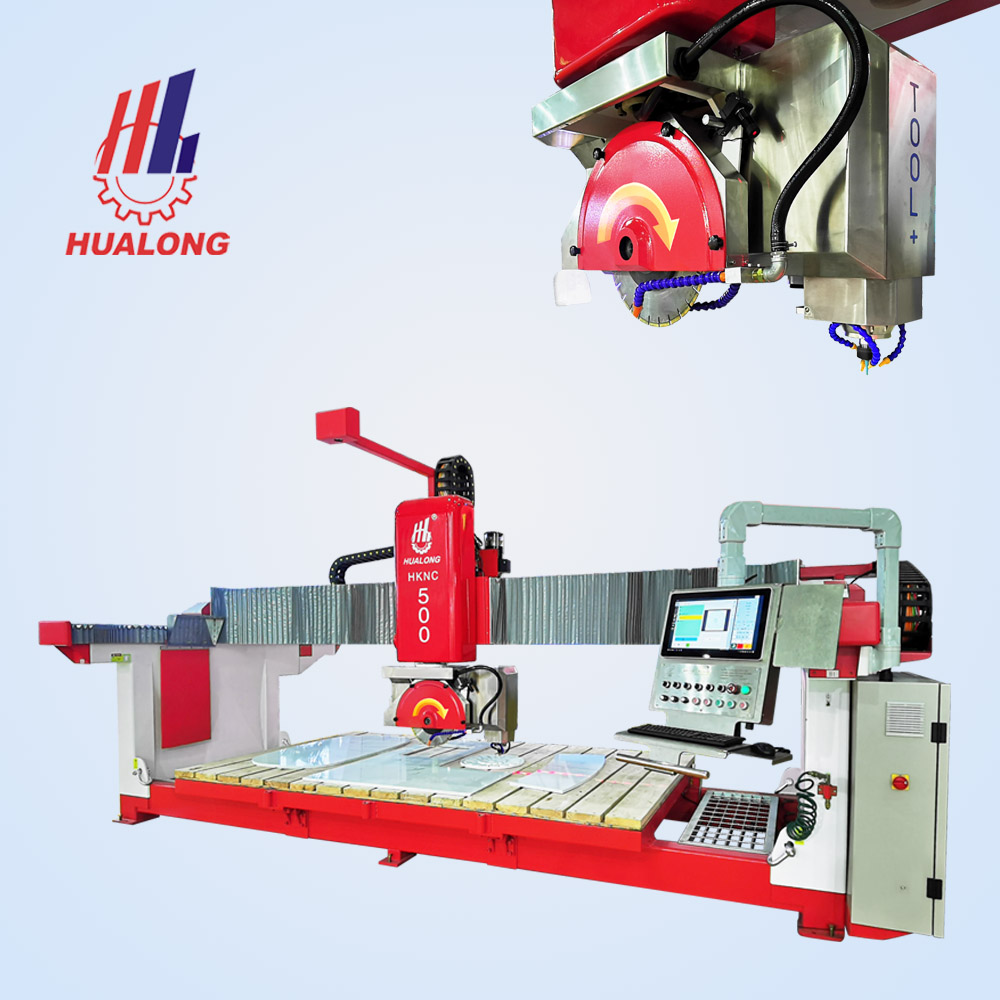
 Пятиосевая мостовая пила HKNC-500 PLUS
Пятиосевая мостовая пила HKNC-500 PLUS -
 Пятикоординатный мостовой фрезерный станок с ЧПУ HKNC-500 Plus
Пятикоординатный мостовой фрезерный станок с ЧПУ HKNC-500 Plus -
 5-осевой мостовой станок с ЧПУ HKNC-560 PLUS
5-осевой мостовой станок с ЧПУ HKNC-560 PLUS -
 Мостовая пила HLSM-800
Мостовая пила HLSM-800 -
 Трехосевая мостовая пила для резки камня HLYT-700
Трехосевая мостовая пила для резки камня HLYT-700 -
 Небольшой 3-осевой обрабатывающий центр с ЧПУ по камню HLNCm-1308 Plus
Небольшой 3-осевой обрабатывающий центр с ЧПУ по камню HLNCm-1308 Plus -
 4-осевой 3D-гравировальный станок HLSD3-1525
4-осевой 3D-гравировальный станок HLSD3-1525 -
 5-мостовая пила с ЧПУ HKNC-500 PLUS (белый)
5-мостовая пила с ЧПУ HKNC-500 PLUS (белый) -
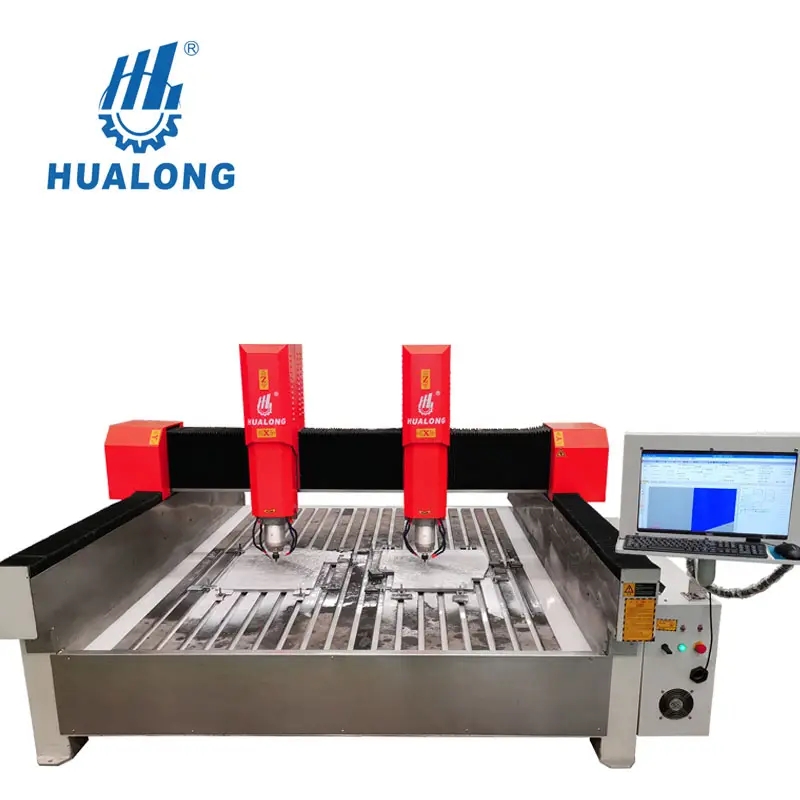 Фрезерный станок по камню с чпу HLSD – 2030
Фрезерный станок по камню с чпу HLSD – 2030 -
 Гидроабразивная резка и 5-осевая мостовая пила HKNC-450J
Гидроабразивная резка и 5-осевая мостовая пила HKNC-450J
Связанный поиск
Связанный поиск- Завод по производству гравировальных станков для надгробий
- мостовая пила для мраморной плиты
- Поставщики станков для резки гранитного камня
- гидроабразивная резка стали
- Завод по производству камнерезных станков для канатов
- гидроабразивный станок с чпу купить
- Производители станков гидроабразивной резки металла
- Поставщики гидроабразивной резки керамического мрамора
- Поставщики резки каменной плитки
- чпу камень