








станки с чпу по камню и дереву
Когда слышишь про станки с чпу по камню и дереву, многие сразу представляют универсальное чудо-устройство, но на практике разделение обработки камня и дерева — это принципиальный момент. В дереве фрезы идут на высоких оборотах с минимальной нагрузкой, а в камне — низкие обороты, но гигантское усилие. Путаница здесь дорого обходится: видел, как в Подмосковье пытались гранит резать деревообрабатывающим шпинделем — итог: сгоревший двигатель и испорченная плита.
Особенности обработки камня на ЧПУ
Для камня критичен момент на шпинделе. Если для мрамора хватает 7–9 кВт, то для гранита уже нужно 15 кВт и водяное охлаждение. Вакуумный стол — отдельная история: при плохой герметичности заготовка смещается на миллиметр, и весь узор идет ?вразнос?. Однажды на объекте в Казани стол от вибрации ослаб — пришлось останавливать работу и перекладывать уплотнители.
Программное обеспечение — ещё один подводный камень. Арендаторы часто экономят на лицензиях CAD/CAM, а потом удивляются, почему рез идет не по контуру. Для сложной 3D-резьбы по камню нужны системы с поправкой на износ инструмента — без этого алмазная фреза ?съедает? углы уже после двух часов работы.
Пылеудаление — не второстепенная задача. Каменная пыль убивает подшипники за месяц, если использовать обычные аспирационные системы. Приходится ставить двухступенчатые фильтры с водяной завесой, но это удорожает конструкцию на 15–20%. Некоторые производители идут на компромисс, но мы в таких случаях рекомендуем не экономить — ремонт обойдется дороже.
Нюансы работы с деревом на ЧПУ
Здесь главное — скорость и точность позиционирования. Для фигурных фасадов используется высокооборотный шпиндель (18 000–24 000 об/мин) с воздушным охлаждением. Но если обрабатывать твердые породы вроде дуба на высоких скоростях, возникает другая проблема — подгорание кромки. Приходится играть с подачей и шагом инструмента.
Многие недооценивают роль прижимных систем. Для тонких деревянных панелей достаточно вакуума, но при фрезеровке массивной доски нужны механические фиксаторы. Был случай на производстве мебели в Нижнем Новгороде: заготовка толщиной 60 мм ?поплыла? при глубокой выборке — клиент потерял неделю на переделку.
Инструмент — отдельная статья расходов. Для МДФ и массива нужны разные типы фрез, причем их геометрия влияет на чистоту поверхности больше, чем класс машины. Сейчас пробуем твердосплавные фрезы с покрытием — пока дорого, но ресурс выше в 3–4 раза.
Ошибки при выборе оборудования
Самая частая ошибка — гнаться за размером рабочего поля без учета жесткости станины. Видел 5-осевой станок с полем 3х2 метра, который ?играл? на углах — производитель сэкономил на ребрах жесткости. Для камня это фатально: погрешность в 0,5 мм на метр уже неприемлема.
Электроника — еще один камень преткновения. Дешевые китайские контроллеры иногда ?теряют? нулевую точку после отключения электричества. Приходится добавлять резервные ИБП и энкодеры с памятью позиций — дополнительные 7–10% к стоимости, но без этого рискуешь испортить дорогую заготовку.
Сервисная поддержка — то, о чем вспоминают слишком поздно. Оборудование от ООО Fujian Province Hualong Machinery в этом плане показало себя стабильно: запчасти на bridgesaw.ru поставляются без задержек, а их инженеры быстро реагируют на запросы по настройке. Это важно, когда каждый простой — тысячи рублей убытка.
Практические кейсы из работы
В прошлом году устанавливали станок для резьбы по известняку в церковной мастерской. Заказчик хотел восстанавливать старинные орнаменты — пришлось комбинировать 3D-сканирование с ручной доводкой программы. Выяснилось, что для пористого камня лучше подходит алмазный инструмент с переменным шагом — стандартные фрезы давали сколы.
Другой пример — производство паркета с инкрустацией. Здесь важно синхронизировать работу двух шпинделей: один режет основной массив, второй — вставки из цветного дерева. Пришлось разрабатывать специальный постпроцессор для одновременного управления, иначе на стыках оставались зазоры.
Интересный опыт — адаптация станка для работы с капролоном (инженерный пластик). Материал плавится при высоких оборотах, поэтому пришлось экспериментировать с охлаждением сжатым воздухом. Получилось, но пришлось докупать дополнительный компрессор.
Перспективы развития технологии
Сейчас активно внедряются системы мониторинга износа инструмента — датчики вибрации и температуры позволяют предсказывать замену фрезы. На тестовом станке от HuaLong это снизило процент брака на 8% — особенно важно при работе с дорогим массивом дерева или натуральным камнем.
Интеграция с BIM-системами — следующий шаг. Архитекторы все чаще присылают модели напрямую, без переконвертации. Пока стыковка неидеальна: иногда теряются данные о слоях материала, но направление перспективное.
Автономные системы подачи заготовок — пока дорогое удовольствие, но для серийного производства уже оправдывают себя. Видел линию на bridgesaw.ru, где станок сам забирает плиту из стеллажа — экономит два рабочих места.
Советы по эксплуатации
Регулярная калибровка — не прихоть, а необходимость. Раз в месяц проверяем геометрию стола лазерным трекером — на некоторых станках перекос достигает 0,3 мм после интенсивной работы. Особенно критично для станков с чпу по камню и дереву одновременно — разница в нагрузках сказывается на точности.
Обучение оператора — 70% успеха. Даже на дорогом оборудовании новичок может испортить материал неправильными подачами. Рекомендую проводить тестовые обработки на обрезках — это дешевле, чем переделывать готовое изделие.
Техническое обслуживание по регламенту продлевает жизнь оборудованию на 30–40%. В ООО Fujian Province Hualong Machinery дают четкие графики замены компонентов — придерживаемся их строго, несмотря на соблазн сэкономить.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Гидроабразивная резка для камня +мостовая пила HKNC – 650J
Гидроабразивная резка для камня +мостовая пила HKNC – 650J -
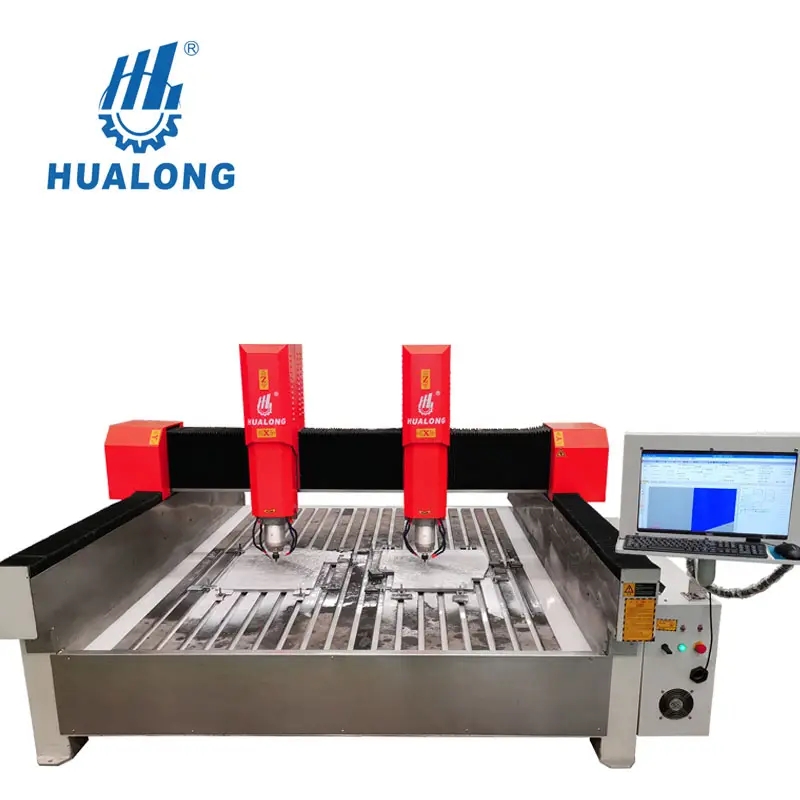 Фрезерный станок по камню с чпу HLSD – 2030
Фрезерный станок по камню с чпу HLSD – 2030 -
 Трехкоординатный мостовой распиловочный станок с ЧПУ HLSQ-350
Трехкоординатный мостовой распиловочный станок с ЧПУ HLSQ-350 -
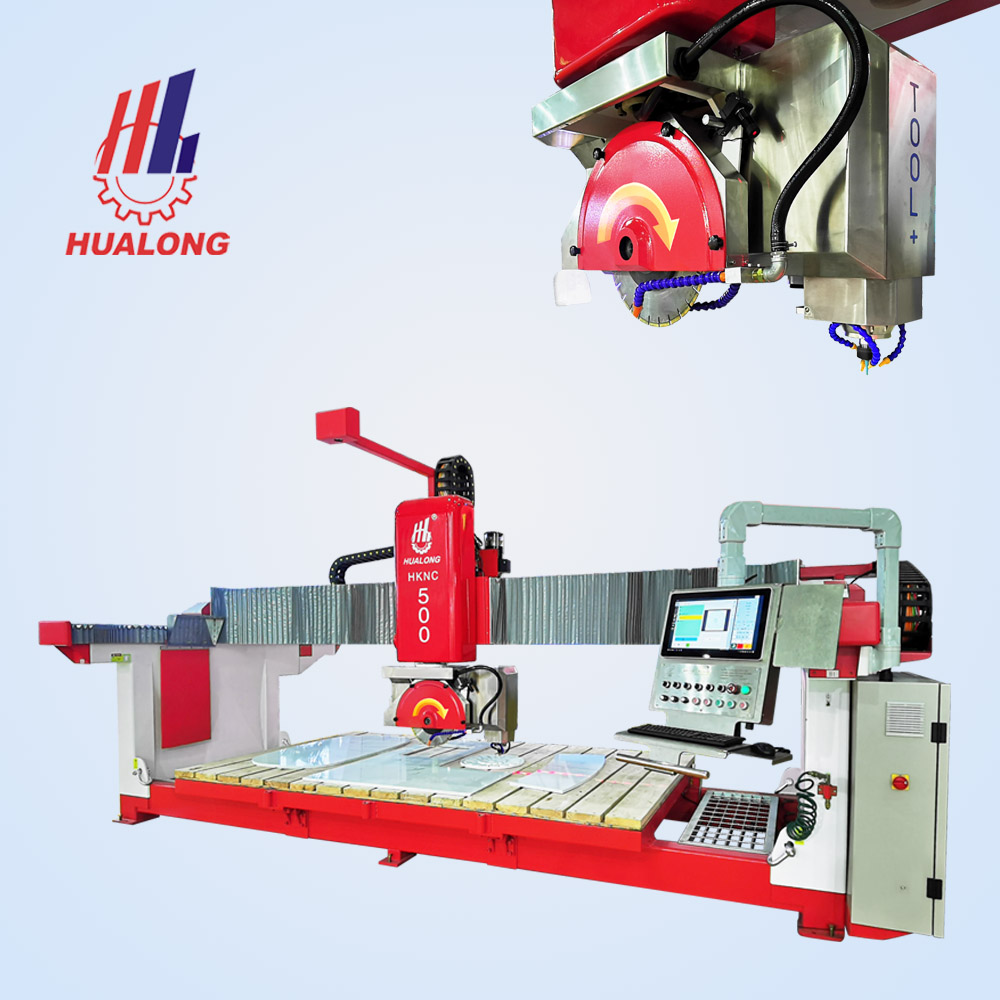
 5-осевой мостовой распиловочный станок с ЧПУ HKNC-500
5-осевой мостовой распиловочный станок с ЧПУ HKNC-500 -
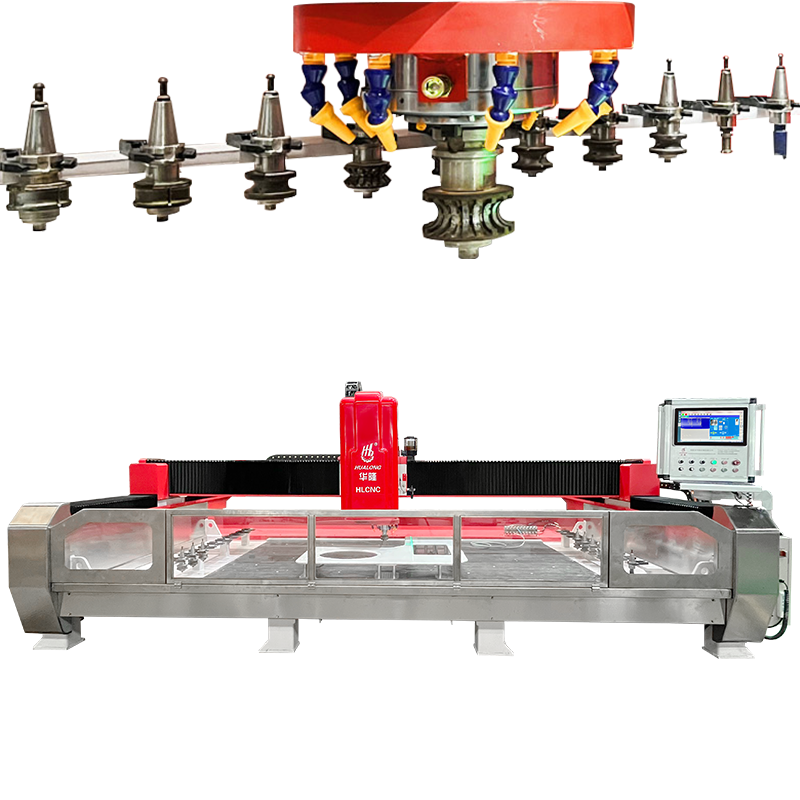
 Обрабатывающий центр с ЧПУ Hualong MATE
Обрабатывающий центр с ЧПУ Hualong MATE -
 3-осевой обрабатывающий центр HLCNC-3319
3-осевой обрабатывающий центр HLCNC-3319 -
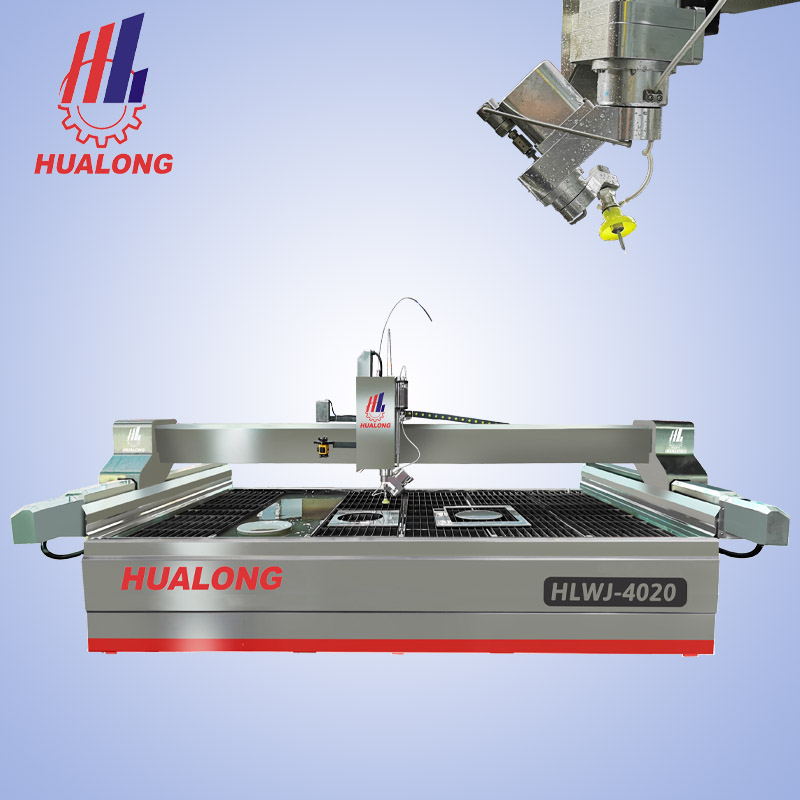
 Пятиосевой Гидроабразивный Станок HLRC – 2515p
Пятиосевой Гидроабразивный Станок HLRC – 2515p -
 4-осевой мостовой станок для резки камня с ЧПУ HLSQ-350C
4-осевой мостовой станок для резки камня с ЧПУ HLSQ-350C -
 Автоматическая мостовая пила HLSQ-650
Автоматическая мостовая пила HLSQ-650 -
 Многофункциональный мостовой станок HKNC-400J
Многофункциональный мостовой станок HKNC-400J -
 HKNC-450 5-осевой мостовой станок для резки камня с ЧПУ
HKNC-450 5-осевой мостовой станок для резки камня с ЧПУ -
 Многодисковые мостовые станки в карьере
Многодисковые мостовые станки в карьере
Связанный поиск
Связанный поиск- Поставщики оборудования для обработки камня
- Поставщики гидроабразивной резки металла с ЧПУ
- Поставщики резки и обработки камня для памятников
- Производители камнерезных станков 350
- Установка для гидроабразивной резки камня
- резка обработка и отделка камня для памятников
- Поставщики 3D гравировальный станок для камня для продажи
- Производитель станков для гидроабразивной резки под сверхвысоким давлением
- Станок с ЧПУ для резки надгробий из камня
- многофункциональная режущая машина