








станки для обработки камня с чпу
Когда заходит речь о станках для обработки камня с ЧПУ, многие сразу представляют себе идеальные резы и полировку, но на практике часто оказывается, что ключевая проблема — не в точности координат, а в понимании физики процесса резания гранита или мрамора. Порой вижу, как коллеги гонятся за количеством осей, забывая, что для 80% задач хватит и 4-осевой системы, если правильно настроить подачу и охлаждение.
Типичные ошибки при подборе оборудования
В 2018 году мы поставили пятикоординатный станок для мастерской в Краснодаре — заказчик требовал максимальную гибкость. Через полгода выяснилось, что операторы используют только 3 оси, а дополнительные двигатели потребляют лишнюю энергию. Это классический случай, когда покупают 'про запас', не оценив реальные технологические цепочки.
Сейчас при подборе всегда спрашиваю: 'Какие именно профили вы чаще всего фрезеруете?' Если это стандартные подоконники и ступени, то станки для обработки камня с ЧПУ с поворотной осью на 360° часто избыточны. Достаточно качественного 3-осевого станка с программным обеспечением, которое позволяет компенсировать износ инструмента.
Кстати, про износ — многие недооценивают важность системы подачи СОЖ. Видел случаи, когда при работе с кварцевым агломератом форсунки забивались за смену, потому что проектировщики не учли абразивную пыль в охлаждающей жидкости. Приходилось переделывать всю систему фильтрации.
Практические нюансы настройки
При запуске нового станка для обработки камня с ЧПУ всегда тестирую на граните средней твердости — типа Лезниковского. Если сразу дать габбро-диабаз, можно пропустить проблемы с вибрациями. Как-то раз пришлось трижды переставлять направляющие на новом оборудовании, потому что при нагрузке в 70% появлялся люфт в 0.2 мм.
Особое внимание уделяю калибровке инструментов. Некоторые операторы ленятся делать замеры после замены фрезы, а потом удивляются, почему на стыках появляются ступеньки. Мы в цехе завели правило — каждый новый инструмент проверяем пробным проходом на обрезке плиты, даже если это удлиняет процесс на 15 минут.
Температурный режим — отдельная история. Зимой при отключении отопления станина может 'вести' до 1.5 мм на длине 3 метра. Пришлось устанавливать термодатчики и вносить поправки в программу. Кстати, китайские производители типа ООО Fujian Province Hualong Machinery сейчас стали активнее учитывать такие моменты в конструкции.
Опыт работы с конкретными моделями
Из последнего что запомнилось — мостовой станок HL-800 от bridgesaw.ru. При калибровке выяснилось, что рельсы требуют дополнительной юстировки, зато после настройки дает стабильные ±0.1 мм на длине 4 метра. Для архитектурных элементов более чем достаточно.
А вот с системой автоматической смены инструмента пришлось повозиться — иногда захватывал фрезы со смещением. Технические специалисты с завода оперативно прислали обновление ПО, но неделю простоя все же было. Это к вопросу о том, что даже проверенные производители могут иметь 'детские болезни' в новых сериях.
Кстати, про ООО Fujian Province Hualong Machinery — они с 1990 года работают, и это чувствуется в подходе к сервису. Когда у нас сломался шпиндель на станке 2015 года выпуска, они в течение недели нашли совместимую замену, хотя модель уже сняли с производства.
Технологические хитрости
При обработке мрамора с выраженной прожилковой структурой часто сталкиваюсь с выкрашиванием материала. Эмпирическим путем вывели оптимальные режимы: подача не более 2.5 м/мин при глубине реза 8-12 мм. Если увеличить — получаем сколы, уменьшить — начинает 'гореть' кромка алмазного инструмента.
Многие недооценивают важность правильного крепления заготовки. Для тонких (20-30 мм) плит мы используем комбинированную систему — вакуумные присоски плюс механические упоры по краям. Особенно критично при фрезеровке рельефов, где возникают разнонаправленные усилия.
С программным обеспечением тоже не все однозначно. Стандартные CAM-системы часто не учитывают анизотропию натурального камня. Приходится вручную корректировать траектории для участков с разной твердостью. На это уходит до 30% времени программирования, но экономит материалы.
Перспективы развития технологии
Сейчас активно тестируем систему мониторинга износа инструмента через анализ вибраций. Пока работает нестабильно — датчики требуют частой калибровки, но в перспективе может сэкономить до 15% на алмазном инструменте. Производители вроде ООО Fujian Province Hualong Machinery уже начали предлагать такие опции в новых моделях.
Заметил тенденцию к интеграции систем ИИ для прогнозирования поломок. На выставке в Шанхае показывали прототип, который анализирует нагрузку на двигатели и предупреждает о необходимости обслуживания за 50-70 часов до возможной поломки. Интересно, но пока дорого для средних мастерских.
Из реально работающих инноваций — улучшенные системы пылеудаления. В новых станках для обработки камня с ЧПУ начали применять циклонные фильтры с автоматической продувкой. У нас после установки такого фильтра частота замены сальников уменьшилась втрое.
Экономические аспекты
При расчете окупаемости часто забывают про стоимость оснастки. Например, вакуумные столы для обработки слэбов требуют регулярной замены уплотнителей — это еще 5-7% от первоначальной стоимости станка ежегодно. Лучше сразу закладывать в бюджет.
Энергопотребление — отдельная статья. Трехфазные двигатели современных станков для обработки камня с ЧПУ хоть и эффективнее старых моделей, но при работе в две смены набегают сущетельные суммы. Мы перешли на ночной тариф для черновых операций — экономия около 20%.
Кстати, про сервисные контракты. С Hualong Machinery выгоднее заключать годовое соглашение — запасные части поставляют со скидкой 15%, а выезд специалиста занимает не более 3 дней. Для производства с непрерывным циклом это критично.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Гидроабразивный станок с насосом KMT
Гидроабразивный станок с насосом KMT -
 Гидроаброзианая резка для камня HLRC – 4020
Гидроаброзианая резка для камня HLRC – 4020 -
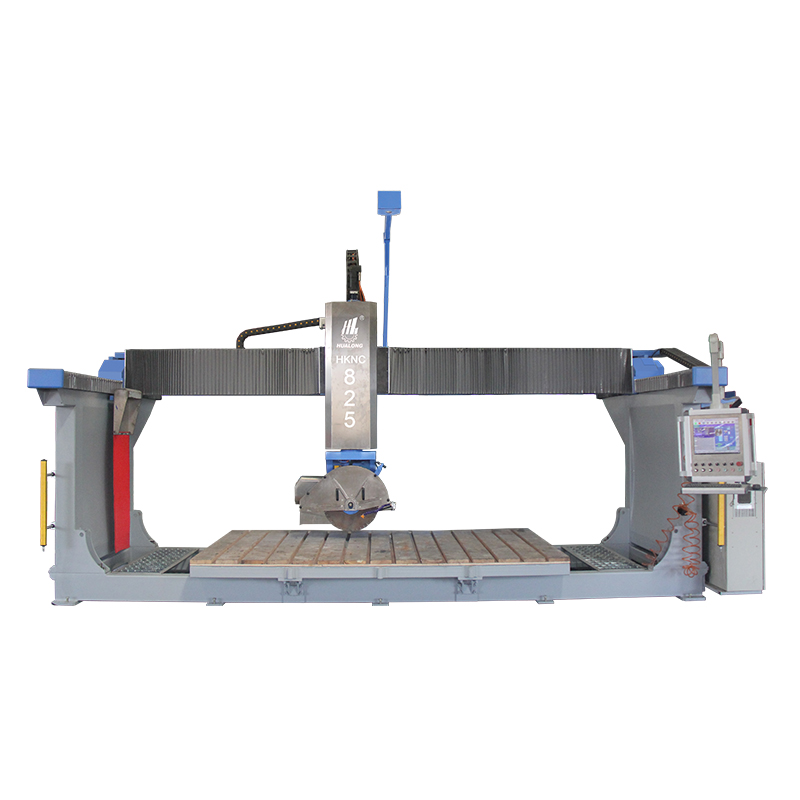
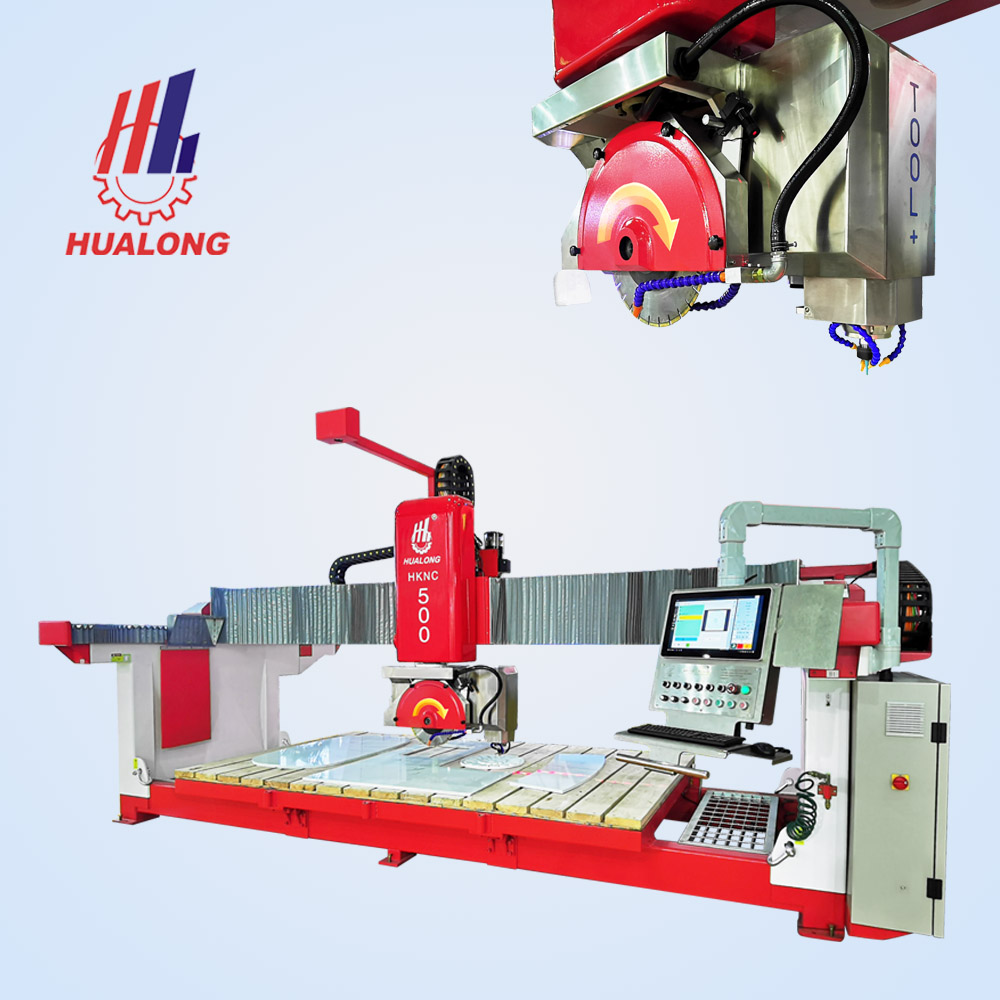
 5-осевой мостовой распиловочный станок с ЧПУ HKNC-500
5-осевой мостовой распиловочный станок с ЧПУ HKNC-500 -
 5-мостовая пила с ЧПУ HKNC-500 PLUS (белый)
5-мостовая пила с ЧПУ HKNC-500 PLUS (белый) -
 Трехосевая мостовая пила HLSQ-700
Трехосевая мостовая пила HLSQ-700 -
 Автоматический мостовой камнерезный станок HLSQ -400 plus
Автоматический мостовой камнерезный станок HLSQ -400 plus -
 Пятикоординатный мостовой фрезерный станок с ЧПУ HKNC-500 Plus
Пятикоординатный мостовой фрезерный станок с ЧПУ HKNC-500 Plus -
 Трехкоординатный мостовой распиловочный станок с ЧПУ HLSQ-350
Трехкоординатный мостовой распиловочный станок с ЧПУ HLSQ-350 -
 5-осевой гидроабразивный станок с ЧПУ HLRC-3020
5-осевой гидроабразивный станок с ЧПУ HLRC-3020 -
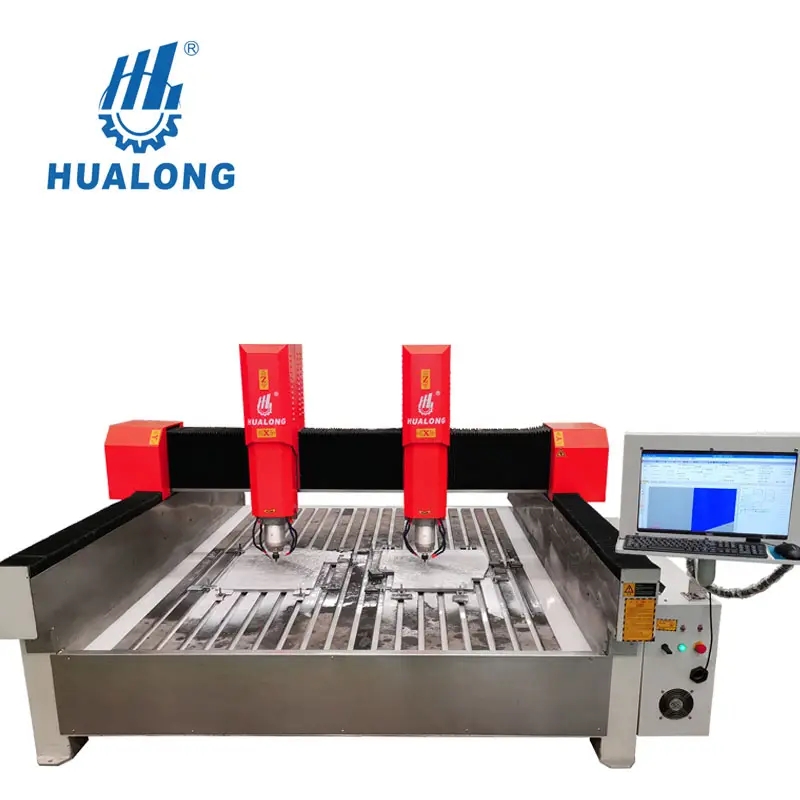 Фрезерный станок по камню с чпу HLSD – 2030
Фрезерный станок по камню с чпу HLSD – 2030 -
 Фрезерный станок по камню с чпу HLSD-1530M-2
Фрезерный станок по камню с чпу HLSD-1530M-2 -
 Небольшой 3-осевой обрабатывающий центр с ЧПУ по камню HLNCm-1308 Plus
Небольшой 3-осевой обрабатывающий центр с ЧПУ по камню HLNCm-1308 Plus
Связанный поиск
Связанный поиск- Завод по производству пил для резки камня с ЧПУ
- Поставщики фрезерных станков для обработки кромки гранита
- мостовая пила для камня
- Фрезерный станок с гранитной кромкой
- камнерезный станок для кирпича купить
- Производители станков с ЧПУ для обработки камня
- Цена на станок для резки камня водой
- Поставщики давления гидроабразивной резки
- Поставщики резки и обработки камня для памятников
- 3d станок по камню