








станки для гидроабразивной резки плитки
Если честно, многие до сих пор путают гидроабразивную резку с лазерной или механической обработкой — мол, вода с песком, что тут сложного. На деле же станки для гидроабразивной резки плитки требуют понимания физики процесса: тут и давление до 6000 бар, и контроль абразива, и учет хрупкости материала. Сам видел, как новички губят дорогую керамогранитную плитку, потому что не учли скорость подачи абразива или угол реза.
Особенности работы с плиткой
Плитка — материал капризный. Например, при резке мозаики или крупноформатного керамогранита малейшая вибрация станка дает сколы по кромке. Помню случай на объекте в Сочи: заказчик требовал идеальный рез радиусом 15 см для декоративного панно. Пришлось экспериментировать с соплами высокого давления — стандартные 0,25 мм не подошли, остановились на 0,18 мм с корундовым абразивом 120 mesh. Результат получился, но только с третьего подхода.
Важный нюанс — водоподготовка. Если в системе фильтрации есть перебои, песчаные включения в воде буквально 'съедают' дорогостоящие уплотнения. Как-то раз за неделю пришлось менять уплотнительные узлы на двух станках — причина оказалась в банальном износе фильтров тонкой очистки. Теперь всегда рекомендую клиентам вести журнал контроля качества воды.
С абразивами тоже не все просто. Дешевый гранатовый песок из Индии может иметь разброс по фракции до 40% — это убивает и качество реза, и ресурс сопел. После нескольких неудачных партий перешли на материал австралийского производства, хоть и дороже на 15%, но стабильность того стоит.
Оборудование: что действительно важно
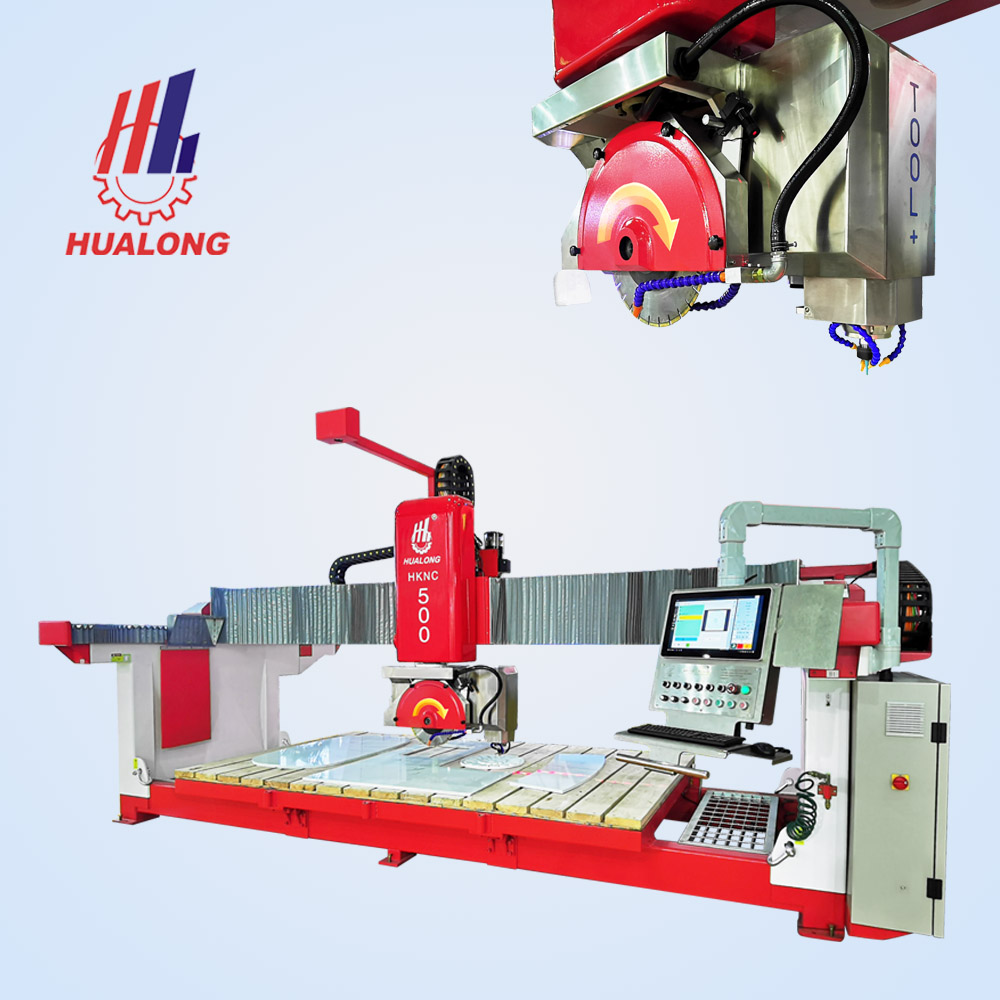
За 12 лет работы перепробовал станки от десятка производителей. Скажу так: не бывает универсальных решений. Для мастерской с небольшим объемом работ подойдет компактная установка с рабочим полем 2×3 м, а для промышленного производства — только стационарные системы с ЧПУ. Кстати, о станках для гидроабразивной резки плитки от ООО Fujian Province HuaLong Machinery — у них есть модели с системой автоматической компенсации конуса струи, что критично при работе с толстой плиткой.
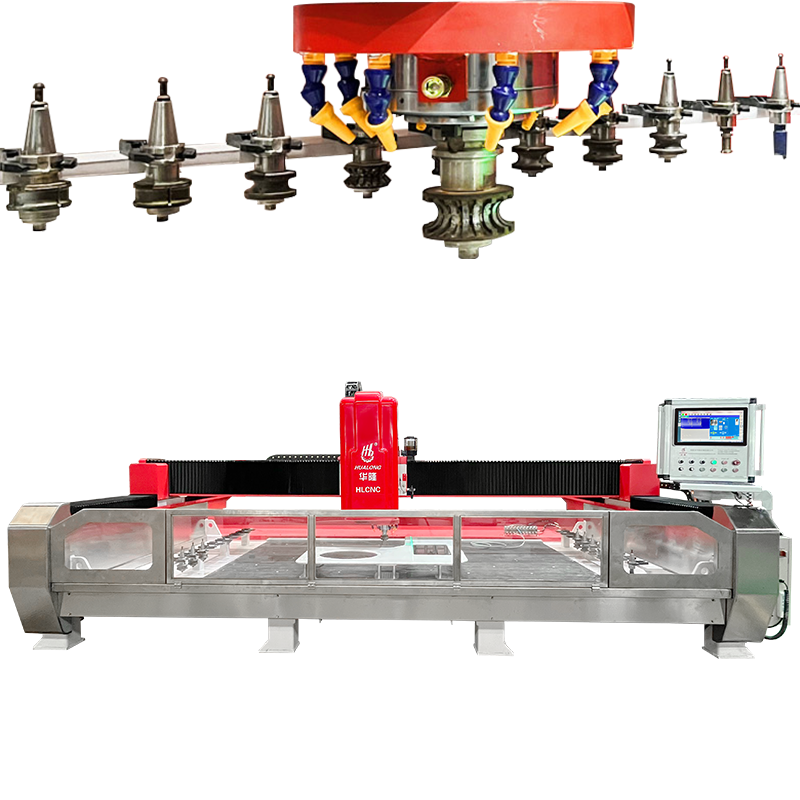
Особенно импонирует их подход к системе рециркуляции абразива. В стандартных установках до 30% абразива уходит в отходы, а здесь реализована многоступенчатая сепарация — экономия на материалах достигает 20%. Проверял на объекте в Краснодаре: за месяц работы с керамогранитом 12 мм удалось сократить расход абразива на 2,3 тонны.
Из минусов — иногда возникают сложности с адаптацией ПО под российские стандарты. Но их техподдержка из Путьяна обычно реагирует в течение 4-6 часов, что для китайского производителя довольно необычно. Кстати, на их сайте https://www.bridgesaw.ru есть детальные техкарты для разных типов плитки — от терракоты до стеклянной мозаики.
Типичные ошибки при эксплуатации
Самая распространенная ошибка — экономия на обслуживании. Видел как в Подмосковье пытались 'продлить жизнь' фильтрам высокого давления на 200 часов сверх нормы — в итоге ремонт насоса обошелся дороже новой системы фильтрации. Производитель ООО Fujian Province Hualong Machinery четко указывает ресурс каждого расходника, но многие почему-то думают, что это 'рекомендации'.
Еще один момент — неверный подбор абразива под тип плитки. Для керамики достаточно давления бар с абразивом 80 mesh, а для плотного керамогранита уже нужно бар и 120 mesh. Если перепутать — либо недобор производительности, либо перерасход материалов.
Забывают и о температурном режиме. При работе с мраморной плиткой летом в некондиционируемом помещении перегрев воды в системе приводит к изменению вязкости абразивной суспензии — рез получается волнообразным. Пришлось как-то разбирать этот случай на производстве в Ростове — проблема решилась установкой чиллера.
Практические кейсы
В 2022 году устанавливали линию из трех станков для гидроабразивной резки плитки HL-5G на производстве в Казани. Задача была — резка шестигранной плитки с фаской. Стандартные программы не подходили, пришлось разрабатывать индивидуальный алгоритм с поправкой на увод струи. Инженеры из Путьяна прислали обновление прошивки с учетом наших замеров — результат превзошел ожидания, брак снизился с 8% до 1,2%.
Другой интересный опыт — работа с мозаикой из натурального камня. Тут важна не только точность, но и чистота реза. Применяли технологию 'мягкого старта' с постепенным набором давления — это исключало сколы на хрупком материале. Кстати, в станках HuaLong эта функция есть в базовой комплектации, что встречается нечасто.
А вот неудачный опыт тоже был. Пытались резать закаленное стекло 8 мм — теоретически гидроабразив должен справляться, но на практике получили микротрещины по кромке. Позже выяснилось, что проблема в вибрациях рамы при реверсе подачи. Производитель тогда доработал конструкцию направляющих — сейчас такие модификации есть в новых моделях.
Перспективы развития технологии
Судя по последним тенденциям, будущее за интеллектуальными системами контроля качества реза. Например, в новых станках HuaLong уже есть опция автоматического определения износа сопла с коррекцией траектории. Это особенно важно при работе с художественной резкой, где допуск не превышает 0,1 мм.
Заметил также тенденцию к уменьшению габаритов установок при сохранении мощности. Последняя модель HL-3G занимает всего 6 м2, но поддерживает давление до 5000 бар — это открывает возможности для небольших мастерских.
Что действительно не хватает отрасли — это единых стандартов на абразивы. Сейчас каждый производитель использует свои методики оценки, что создает путаницу. Возможно, крупные игроки вроде ООО Fujian Province Hualong Machinery смогут инициировать создание таких стандартов — у них для этого есть и производственные мощности 50,000 м2, и 30-летний опыт.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Робот KUKA 3D-обработки камня
Робот KUKA 3D-обработки камня -
 Станок Гидроабразивной Резки HLRC – 2015
Станок Гидроабразивной Резки HLRC – 2015 -
 Фрезерный станок по камню с чпу HLSD-1530M-2
Фрезерный станок по камню с чпу HLSD-1530M-2 -
 Гидроабразивная резка для камня +мостовая пила HKNC – 650J
Гидроабразивная резка для камня +мостовая пила HKNC – 650J -
 Автоматический мостовой камнерезный станок HLSQ -400 plus
Автоматический мостовой камнерезный станок HLSQ -400 plus -
 Многофункциональный мостовой станок HKNC-400J
Многофункциональный мостовой станок HKNC-400J -
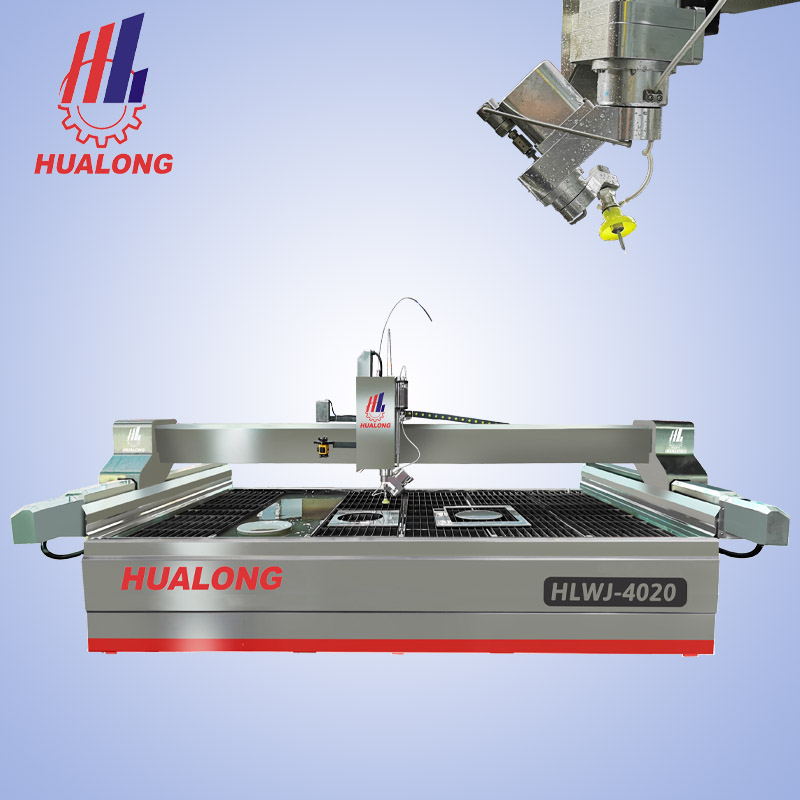 Гидроабразивной резки HLRC-4020
Гидроабразивной резки HLRC-4020 -
 Гидроабразивная резка и 5-осевая мостовая пила HKNC-450J
Гидроабразивная резка и 5-осевая мостовая пила HKNC-450J -
 Мостовая пила для камня HLSQ-650
Мостовая пила для камня HLSQ-650 -
 Трехкоординатный мостовой распиловочный станок с ЧПУ HLSQ-350
Трехкоординатный мостовой распиловочный станок с ЧПУ HLSQ-350 -
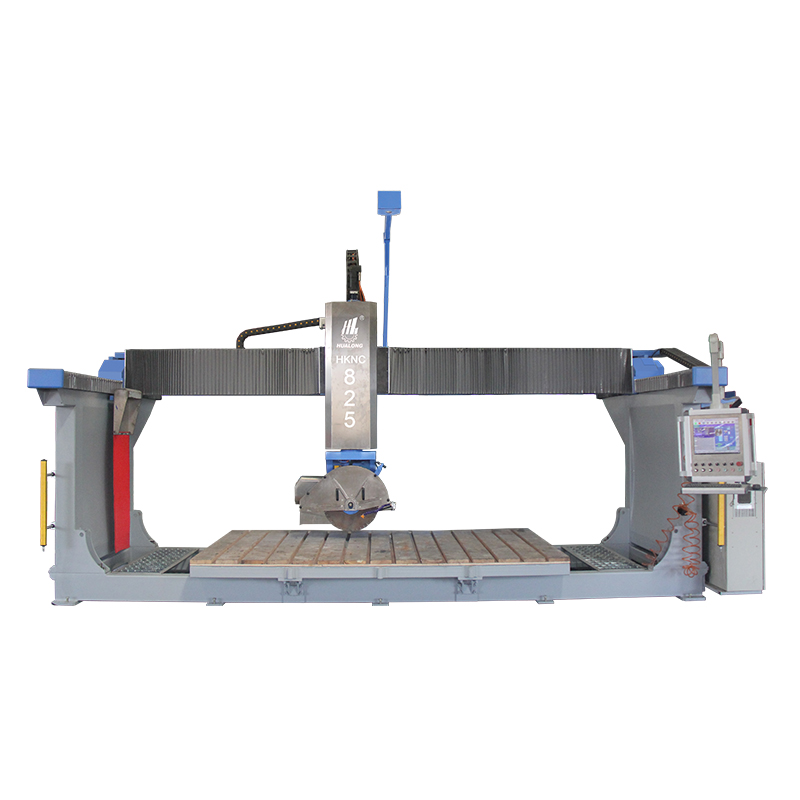 5-осевой мостовой станок с ЧПУ HKNC-825
5-осевой мостовой станок с ЧПУ HKNC-825 -
 3-осевой обрабатывающий центр для резки раковины HLNC – 1308
3-осевой обрабатывающий центр для резки раковины HLNC – 1308
Связанный поиск
Связанный поиск- Производитель станков для резки камня 1200
- станок для гравировки камня
- станок для резки камня водой цена
- 5-осевой гидроабразивный станок
- Завод по производству станков для резки плитки цена
- Производители фрезерных станков с ЧПУ для обработки камня
- Производители острого камня
- гидроабразивный станок цена
- Завод гидроабразивных станков
- Завод реактивной роботизированной пилы