








пятиосный станок чпу по камню
Когда слышишь про пятиосевой станок с ЧПУ для камня, первое что приходит в голову — это панацея для сложных объёмных изделий. Но на практике часто оказывается, что многие путают настоящую 5-осевую обработку с 3+2, и вот здесь начинаются самые интересные подводные камни.
Что скрывается за терминологией
Вот работаешь с тем же мрамором, нужен карниз с двойным изгибом. Берешь стандартный 3-осевой станок — и понимаешь, что без переустановки заготовки не обойтись. А это стыки, погрешности, время. Перешел на 4-ю ось — уже лучше, но для настоящей свободы нужны все 5. Причем именно одновременное движение, а не позиционирование.
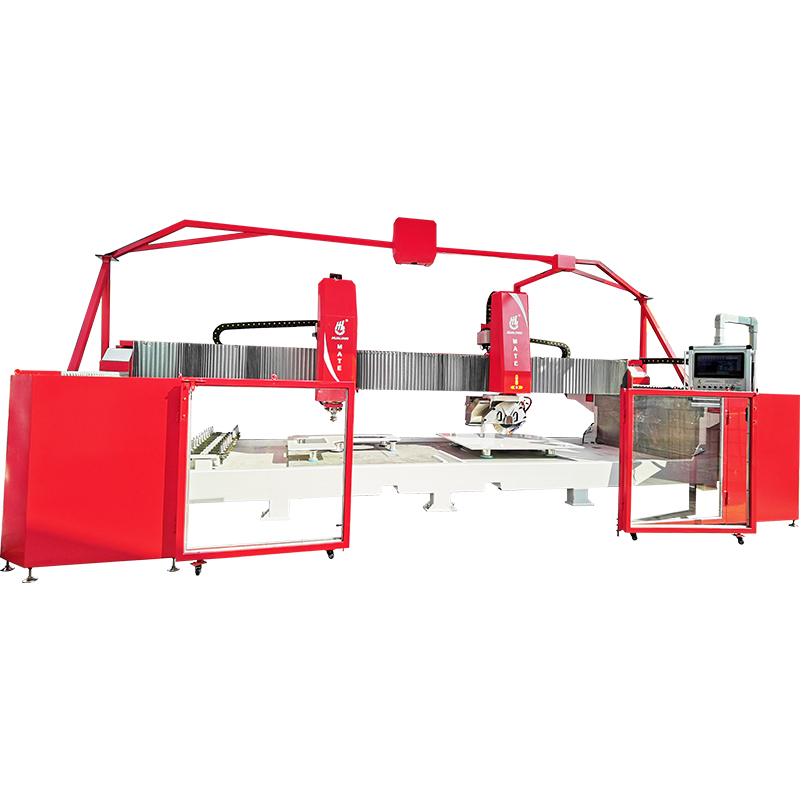
Заметил интересную деталь: некоторые производители называют 5-осевыми станки, где 5-я ось — это просто поворотный стол. Технически да, осей пять, но одновременной интерполяции нет. Такой станок скорее 4+1, чем полноценный пятиосевой. Проверял на оборудовании ООО Fujian Province Hualong Machinery — у них в паспорте четко указано ?5-осевая синхронная обработка?, и это подтверждается на практике.
Кстати про пятиосный станок чпу по камню — важно смотреть не на количество осей в названии, а на возможность их одновременного движения. Иначе для сложного барельефа придется делать десятки установок, а это убивает всю экономику.
Практические аспекты настройки
Помню первый опыт с гранитом на пятиосевом станке. Казалось бы, выставил нули, загрузил модель — и жди результат. Ан нет, с камнем всегда есть нюансы. Особенно с плотными породами вроде габбро или базальта.
Инструмент должен быть не просто твердосплавным, а с определенными углами заточки. Для гранита, например, угол заточки влияет на стойкость гораздо сильнее, чем для мрамора. И скорость подачи при одновременном движении 5 осей нужно снижать на 15-20% compared to 3-axis processing.
Еще момент — система охлаждения. При сложных траекториях стружка и пыль мешают обзору, плюс перегрев шпинделя. Приходилось допиливать местные отсосы, хотя на современных моделях типа HL-5X850 от HuaLong это уже учтено в конструкции.
Программные сложности
С CAM системами отдельная история. Казалось бы, берешь любую популярную — и вперед. Но на практике для камня нужны специальные постпроцессоры, иначе будут артефакты на скруглениях.
Особенно проблемными оказались переходы между криволинейными поверхностями. Вроде в модели все гладко, а на камне появляются ступеньки. Пришлось изучать, как толерансность в CAM влияет на конечный результат. Выяснил, что для архитектурных элементов лучше ставить 0.01 мм, а для скульптурных — 0.005 мм.
Кстати, на сайте https://www.bridgesaw.ru есть хорошие примеры постпроцессоров именно для каменных станков. Брал за основу, потом адаптировал под конкретные задачи.
Экономика против возможностей
Многие думают, что пятиосный станок чпу по камню — это только для элитных проектов. Но считал на реальных примерах: для стандартной лестницы с закругленными балясинами разница в себестоимости между 3+2 и полноценной 5-осевой обработкой достигает 40% в пользу последней.
Правда, есть и обратная сторона — увеличение времени программирования. Для разовых проектов это может быть критично. Но для серийного производства сложных элементов — только 5 осей.
Интересный кейс был с изготовлением капители колонны. На 3-осевом станке — 6 установок и ручная доводка. На 5-осевом — одна установка и чистовая обработка сразу. Время сократилось в 3 раза, плюс геометрическая точность.
Техническое обслуживание и надежность
С пятиосевыми станками профилактика становится критически важной. Особенно внимание к подшипникам поворотных осей — в них постоянно попадает абразивная пыль.
На своем опыте убедился: лучше сразу ставить станки с защищенными узлами, как у HuaLong Machinery. У них в конструкции предусмотрены лабиринтные уплотнения на всех осях, плюс система продувки воздухом. После года эксплуатации разница в износе по сравнению с более дешевыми аналогами составила почти 70%.
Еще важный момент — калибровка. При одновременном движении 5 осей даже небольшая ошибка в кинематике дает накопленную погрешность. Разработал для себя график: раз в месяц — быстрая проверка, раз в квартал — полная калибровка с помощью лазерного интерферометра.
Материалы и инструменты
С гранитом вроде все понятно — твердосплавный инструмент с алмазным напылением. А вот с песчаником или травертином сложнее — они мягкие, но неоднородные. При сложных траекториях возможен вырыв материала.
Экспериментировал с разными типами фрез — лучший результат показали с переменным шагом зуба и полированной спиралью. Вибрации меньше, стружка лучше отводится.
Для мрамора открыл для себя фрезы с PCD напайками — стойкость в 5-6 раз выше compared to standard carbide tools. Правда, и стоимость соответствующая, но для серийного производства окупается быстро.
Перспективы развития
Смотрю на новые модели — тенденция к интеграции систем мониторинга в реальном времени. Особенно важно для пятиосный станок чпу по камню контролировать температурные деформации шпинделя при длительных обработках.
У того же HuaLong в последних модификациях уже есть датчики температуры на всех осях, плюс система компенсации. Для архитектурных элементов длиной более 2 метров это просто необходимость.
Еще интересное направление — гибридная обработка, когда после фрезеровки сразу идет полировка тем же шпинделем. Пробовал на экспериментальных образцах — перспективно, но нужно дорабатывать технологию перехода от черновой к чистовой обработке.
В целом, пятиосевая обработка камня — это уже не экзотика, а необходимость для качественного производства. Главное — понимать реальные возможности оборудования и не вестись на маркетинговые уловки. Опыт ООО Fujian Province Hualong Machinery в этом плане показателен — они делают ставку именно на функциональность, а не на красивые названия.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Мостовой шлифовальный станок по камню HLAP-1800
Мостовой шлифовальный станок по камню HLAP-1800 -
 HKNC-450 5-осевой мостовой станок для резки камня с ЧПУ
HKNC-450 5-осевой мостовой станок для резки камня с ЧПУ -
 Гидроабразивный станок с насосом KMT
Гидроабразивный станок с насосом KMT -
 Автоматический мостовой камнерезный станок HLSQ – 450
Автоматический мостовой камнерезный станок HLSQ – 450 -
 Пятикоординатный мостовой станок с ЧПУ HKNC-500
Пятикоординатный мостовой станок с ЧПУ HKNC-500 -
 Гидроабразивная резка и 5-осевая мостовая пила HKNC-450J
Гидроабразивная резка и 5-осевая мостовая пила HKNC-450J -
 3-осевой обрабатывающий центр для резки раковины HLNC – 1308
3-осевой обрабатывающий центр для резки раковины HLNC – 1308 -
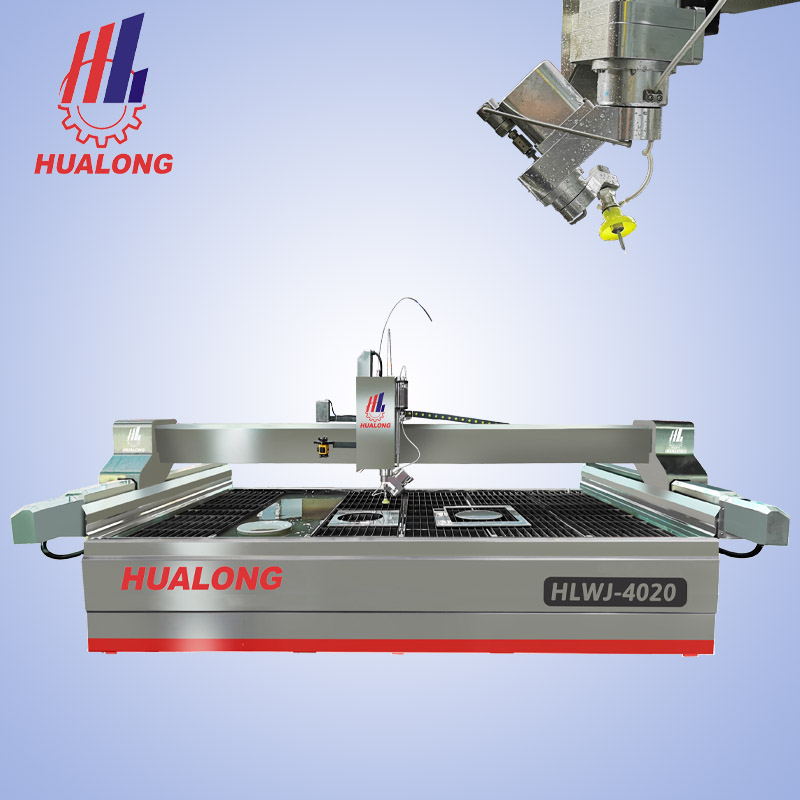 Гидроабразивной резки HLRC-4020
Гидроабразивной резки HLRC-4020 -
 Трехосевая мостовая пила HLSQ-700
Трехосевая мостовая пила HLSQ-700 -
 5-осевой мостовой станок с ЧПУ HKNC-560 PLUS
5-осевой мостовой станок с ЧПУ HKNC-560 PLUS -
 Многодисковые мостовые станки в карьере
Многодисковые мостовые станки в карьере -
 Автоматическая мостовая пила HLSQ-650
Автоматическая мостовая пила HLSQ-650
Связанный поиск
Связанный поиск- Поставщики резки и обработки камня для памятников
- Поставщики станков для резки камня цена
- каменное оборудование
- Производители мосторезных станков с ЧПУ для продажи
- Производитель станков для резки мраморного моста
- станок гидроабразивный
- Гидрорезка мрамора
- гидроабразивная резка аппарат
- гидроабразивная резка камня станок купить
- Поставщики станков гидроабразивной резки металла с ЧПУ