








оборудование для гидроабразивной резка
Когда слышишь ?оборудование для гидроабразивной резки?, первое, что приходит в голову — водяной нож, режущий всё подряд. Но на практике даже с дорогими установками случаются провалы, особенно с материалами типа композитного гранита. Помню, как в 2018-м мы тестировали китайский станок от ООО Fujian Province Hualong Machinery — сначала скептицизм был зашкаливающим, но их модель HL-5G с системой ЧПУ показала неожиданную стабильность при резке мрамора толщиной 80 мм.
Технические нюансы, которые не пишут в брошюрах
Главный миф — что давление выше 4000 бар всегда гарантирует качество. На деле, например, для резки керамогранита оптимальным оказывается диапазон 3800–4200 бар, но с обязательной регулировкой абразивной подачи. У оборудования для гидроабразивной резки от HuaLong Machinery есть особенность — их форсунки из карбида вольфрама служат дольше, чем у европейских аналогов, но требуют точной калибровки расхода воды.
Часто упускают момент с чистотой абразива. Однажды на объекте в Краснодаре из-за примесей в гранатовом песке режущая головка вышла из строя за 12 часов вместо заявленных 200. Пришлось экстренно менять весь контур подачи.
Кстати, о температурном режиме — летом в цехах без охлаждения вода в системе нагревается до 30°C, и это снижает КПД резки на 15–20%. Для оборудования для гидроабразивной резки критично поддерживать +18…+22°C, что прописано в мануалах HuaLong, но редко соблюдается на стройплощадках.
Практические кейсы с оборудованием HuaLong
В 2021 году мы использовали мостовой станок HL-5G для раскроя слэбов оникса на объекте в Сочи. Материал — капризный, с внутренними напряжениями. Стандартные программы не подошли, пришлось вручную снижать скорость с 200 до 80 мм/мин и увеличивать расход абразива до 900 г/мин. Результат — минимальная фаска и нулевой брак.
А вот с резкой титана для медальонов была история — сначала пытались экономить на соплах, ставили универсальные. После трёх замен осознали, что только оригинальные комплектующие с bridgesaw.ru дают стабильный ресурс в 1500 часов.
Интересный момент — их система JetCam иногда ?забывает? калибровку при смене абразива. Приходится делать тестовые включения через сервисное меню, что не описано в инструкции. Такие нюансы знают только те, кто регулярно работает с этим оборудованием для гидроабразивной резки.
Ошибки при выборе и эксплуатации
Самая частая ошибка — игнорирование качества воды. Даже с фильтрами тонкой очистки жёсткая вода забивает каналы за 2–3 месяца. В HuaLong рекомендуют систему водоподготовки с обратным осмосом, но её редко заказывают — пытаются сэкономить.
Ещё пример — при резке стекла триплекс клиенты часто превышают скорость, пытаясь ускорить процесс. В итоге — сколы по кромке. Приходится объяснять, что для 19-мм стекла максимум 100 мм/мин, иначе дефекты неизбежны.
Заметил, что на оборудовании для гидроабразивной резки часто экономят на системе удаления шлама. Без хорошего конвейера остатки абразива и материала забивают рабочую зону, что приводит к поломкам рельсовых направляющих.
Сервис и долгосрочная эксплуатация
У ООО Fujian Province Hualong Machinery сервисная сеть в России развита слабо, но их инженеры прилетают по заявке в течение 5–7 дней. В 2022-м меняли блок высокого давления на объекте в Екатеринбурге — с момента запроса до запуска прошло 9 дней, что для импортного оборудования неплохо.
Регулярное ТО — замена уплотнителей раз в 600 моточасов, калибровка датчиков давления каждые 200 часов. Если пренебрегать — как у клиента в Казани, где проигнорировали ТО и получили разрыв трубки высокого давления с последующим ремонтом за 400 тыс. рублей.
Важный момент — оригинальные абразивы. Китайские аналоги дешевле на 30%, но их фракция нестабильна. После перехода на гранатовый песок Mesh 80 от HuaLong ресурс сопел увеличился на 40%.
Перспективы и личные наблюдения
Сейчас оборудование для гидроабразивной резки движется в сторону интеграции с CAD/CAM системами. У HuaLong в новых моделях уже есть облачная аналитика износа компонентов — интересная функция, но пока сырая.
Заметил тенденцию — клиенты стали чаще комбинировать гидроабразив с лазером для сложных проектов. Например, сначала черновая резка водой, затем финишная обработка лазером. Для HuaLong это вызов — их оборудование не всегда синхронизируется с европейскими лазерными системами.
Из последнего — тестировали их новую систему подачи абразива с пневмотранспортом. Идея хорошая, но при влажности выше 70% возникают пробки. Инженеры обещают доработать к концу года.
Соответствующая продукция
Соответствующая продукция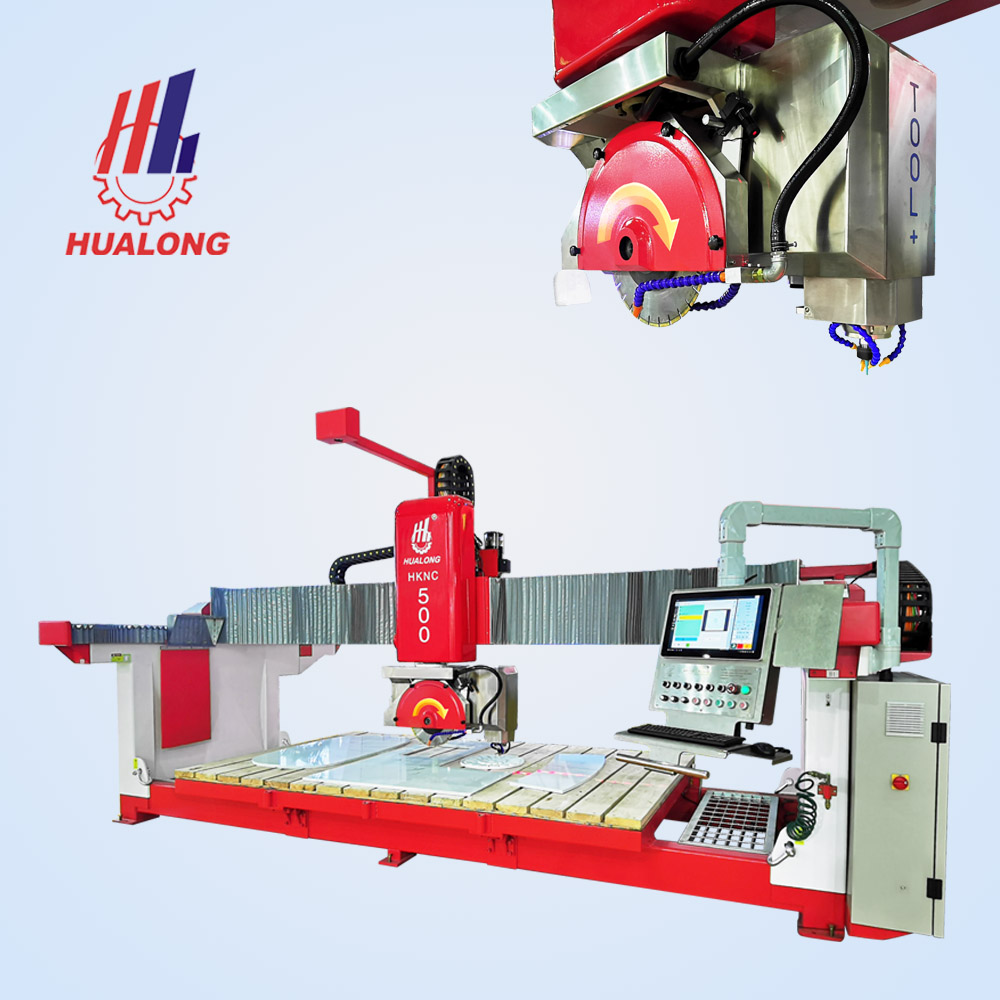





Самые продаваемые продукты
Самые продаваемые продукты-
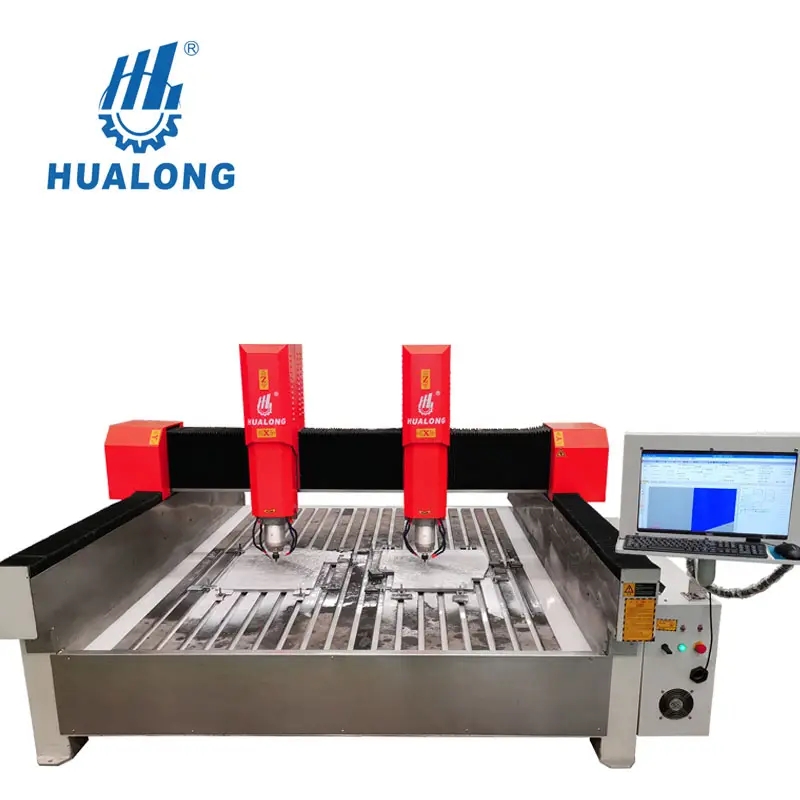 Фрезерный станок по камню с чпу HLSD – 2030
Фрезерный станок по камню с чпу HLSD – 2030 -
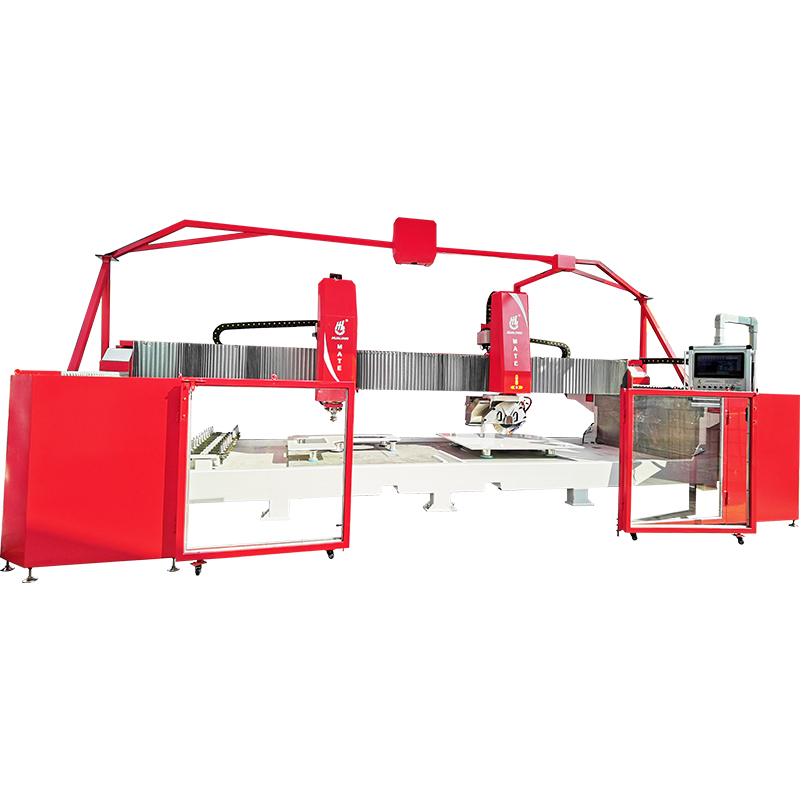
 5-осевой мостовой станок с ЧПУ HKNC-650 Plus
5-осевой мостовой станок с ЧПУ HKNC-650 Plus -
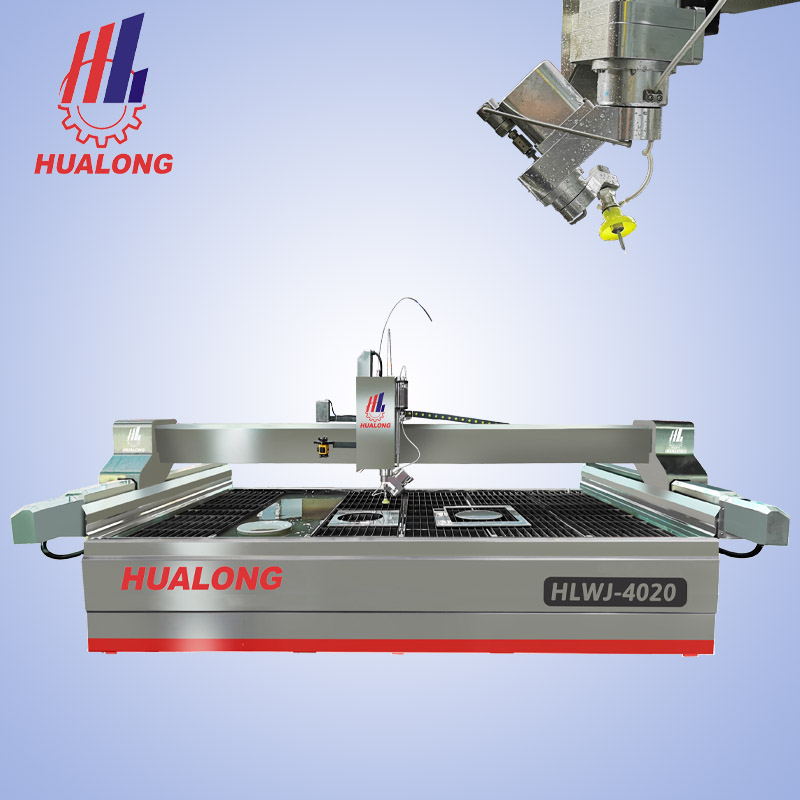 Гидроабразивной резки HLRC-4020
Гидроабразивной резки HLRC-4020 -
 Мостовой шлифовальный станок по камню HLAP-1800
Мостовой шлифовальный станок по камню HLAP-1800 -
 3-осевой обрабатывающий центр для резки раковины HLNC – 1308
3-осевой обрабатывающий центр для резки раковины HLNC – 1308 -
 Робот KUKA 3D-обработки камня
Робот KUKA 3D-обработки камня -
 Обрабатывающий центр по камню с ЧПУ HLCNC – 3319
Обрабатывающий центр по камню с ЧПУ HLCNC – 3319 -
 Станок Гидроабразивной Резки HLRC – 2015
Станок Гидроабразивной Резки HLRC – 2015 -
 Мостовая пила для каменных блоков HLSM-1200
Мостовая пила для каменных блоков HLSM-1200 -
 Гидроабразивная резка для камня +мостовая пила HKNC – 650J
Гидроабразивная резка для камня +мостовая пила HKNC – 650J -
 Многодисковые мостовые станки в карьере
Многодисковые мостовые станки в карьере -
 Пятиосевой Гидроабразивный Станок HLRC – 2515p
Пятиосевой Гидроабразивный Станок HLRC – 2515p
Связанный поиск
Связанный поиск- Поставщики гравировального станка по камню
- Поставщики 5-осевой автоматический камень мост резки машины
- Производители станков для резки камня для кирпича
- Производитель 5-осевого станка гидроабразивной резки
- Поставщики камнерезных станков с подачей воды
- многофункциональные станки для обработки камня
- Завод фрезерно-гравировальных станков с ЧПУ отзывы
- гидроабразивная резка керамогранита станок купить
- Цена на гидроабразивный станок с ЧПУ
- Производитель станка гидроабразивной резки с ЧПУ