








Камнерезный станок
Когда слышишь ?камнерезный станок?, многие сразу представляют универсального монстра, который режет всё подряд. Но на деле даже у проверенных моделей есть свои нюансы — например, китайские производители вроде ООО Fujian Province Hualong Machinery? часто сталкиваются с мифами о ?хрупкости? своей техники, хотя их станки десятилетиями работают на российских производствах.
Разбор типичных ошибок при выборе оборудования
Часто заказчики гонятся за мощностью двигателя, забывая про систему подачи воды. Видел случаи, когда камнерезный станок с отличными характеристиками простаивал из-за банального засора в системе охлаждения — конструкторы не учли качество нашей водопроводной воды.
Кстати про ООО Fujian Province Hualong Machinery? — их сайт https://www.bridgesaw.ru иногда становится источником недоразумений. Люди смотрят на фото станков для мрамора, а потом пытаются резать гранит повышенной твёрдости. Хотя в техдокументации чётко указаны ограничения.
Особенно раздражает, когда новички экономят на алмазных дисках. Помню, на объекте в Краснодаре пытались использовать дешёвые сегменты на станке HL-1200 — в итоге перегрев и трещина в плите. Резали камень толщиной 40 мм, а должны были 30.
Особенности работы с разными типами камня
С гранитом проще — современные камнерезные станки справляются даже с габбро-диабазом. Но вот с травертином вечные проблемы: если не настроить виброгашение, получатся ?волны? на кромке. У Hualong в этом плане неплохая система амортизации, но её нужно дополнительно настраивать под конкретный карьер.
Мрамор — отдельная история. Тут важнее чистота реза, чем скорость. На том же сайте bridgesaw.ru есть модели с системой плавного пуска — очень помогает избежать сколов на капризных сортах вроде каррарского.
Сейчас много говорят про искусственный камень. Для кварцевого агломерата нужны станки с минимальным биением шпинделя — до 0.01 мм. Китайские производители долго не могли добиться такой точности, но у того же Hualong в последних моделях появились шпиндели от итальянских поставщиков.
Эксплуатационные нюансы, о которых не пишут в инструкциях
Регулярно сталкиваюсь с тем, что операторы забывают про чистку направляющих. Пыль от камня смешивается с водой — получается абразивная паста, которая за полгода выводит из строя даже качественные рельсы. Приходится ставить дополнительные щитки.
Зимой отдельная головная боль — обледенение трубок подачи воды. Один раз в Подмосковье замерзший шланг стал причиной поломки насоса на станке ценой под 2 млн рублей. Теперь всегда советую клиентам Hualong докупать систему подогрева.
Ещё момент — вибрация от соседского оборудования. Как-то на производстве поставили новый камнерезный станок рядом с гильотиной — через месяц появилось биение в подшипниках. Пришлось делать отдельный фундамент.
Ремонт и модернизация: когда стоит браться своими силами
С электроникой лучше не экспериментировать — у Hualong сложная система защиты двигателя. Видел, как ?кулибины? пытались перепаять плату управления — в итоге спалили частотный преобразователь. Ремонт обошёлся в 40% стоимости нового станка.
А вот механическую часть иногда можно усовершенствовать. Например, добавить роликовую поддержку для длинных плит — на моей памяти это увеличило точность реза на 15% для материалов длиннее 3 метров.
Замена направляющих — частая процедура после 3-4 лет активной работы. Оригинальные комплектующие с сайта bridgesaw.ru идут 2-3 месяца, поэтому многие берут аналоги от российских производителей. Но тут важно проверить твёрдость стали — был случай, когда ?родные? рельсы прослужили 5 лет, а заменённые местные износились за год.
Перспективы развития камнерезного оборудования
Судя по последним разработкам Hualong, упор делается на систему ЧПУ. Но на практике автоматизация нужна не всегда — для штучного производства ручной камнерезный станок часто выгоднее. Хотя для массового раскроя плит под конкретные проекты CNC действительно экономит время.
Заметил тенденцию к комбинированным решениям. Например, станки с возможностью не только резать, но и сразу полировать кромку. У китайских производителей это пока слабое место — полировальные узлы требуют доработки под европейские абразивы.
Интересно, что несмотря на цифровизацию, базовые принципы работы камнерезного станка не меняются десятилетиями. Всё те же алмазный диск, водяное охлаждение и точная линейная подача. Просто добавляются ?умные? системы контроля износа и датчики перекоса.
Практические советы по увеличению срока службы
После каждого рабочего дня обязательно промывать систему охлаждения — осадок от каменной пыли забивает форсунки. Раз в месяц рекомендую полную разборку и чистку насоса — это увеличит его ресурс на 30-40%.
Раз в полгода проверять соосность шпинделя — даже небольшое отклонение в 0.5 мм приводит к перерасходу дисков. У Hualong для этого есть специальные калибровочные щупы, но можно использовать и обычный индикатор.
Не экономить на системе стабилизации напряжения — скачки в сети губительны для двигателей с плавным пуском. Лучше сразу поставить стабилизатор, чем потом менять обмотку.
В целом, если брать оборудование с запасом мощности 20-25% от планируемых нагрузок, даже не самые дорогие камнерезные станки вроде тех, что производит ООО Fujian Province Hualong Machinery?, служат без серьёзных поломок 7-10 лет. Главное — не игнорировать мелкие неисправности и вовремя проводить техобслуживание.
Соответствующая продукция
Соответствующая продукция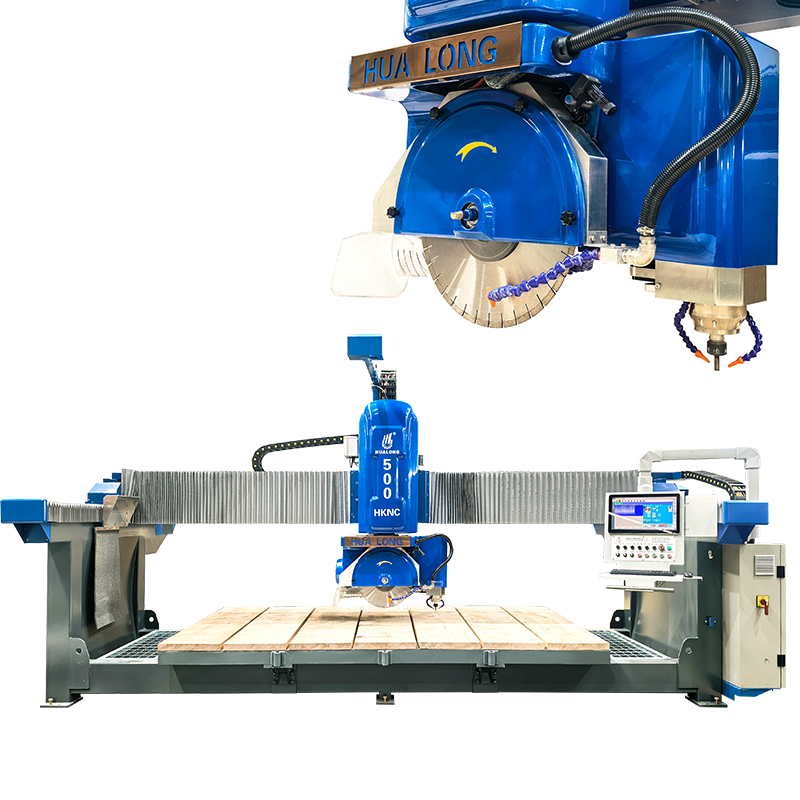





Самые продаваемые продукты
Самые продаваемые продукты-
 5-осевой мостовой распиловочный станок с ЧПУ HKNC-500
5-осевой мостовой распиловочный станок с ЧПУ HKNC-500 -
 5-осевой гидроабразивный станок с ЧПУ HLRC-3020
5-осевой гидроабразивный станок с ЧПУ HLRC-3020 -
 Автоматическая мостовая пила HLSQ-650
Автоматическая мостовая пила HLSQ-650 -
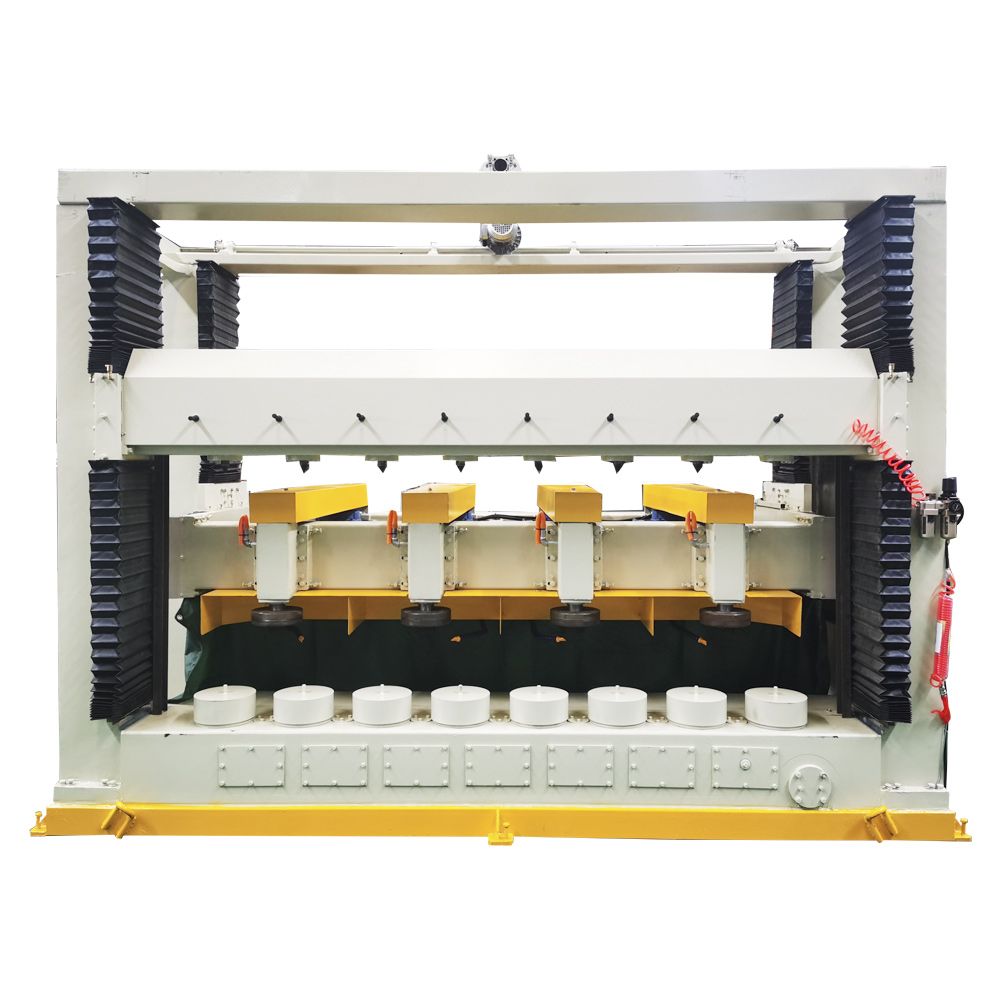 Многошпиндельный копировально-фрезерный станок с ЧПУ
Многошпиндельный копировально-фрезерный станок с ЧПУ -
 Станок Гидроабразивной Резки HLRC – 2015
Станок Гидроабразивной Резки HLRC – 2015 -
 5-мостовая пила с ЧПУ HKNC-500 PLUS (белый)
5-мостовая пила с ЧПУ HKNC-500 PLUS (белый) -
 Автоматический мостовой камнерезный станок HLSQ -400 plus
Автоматический мостовой камнерезный станок HLSQ -400 plus -
 Фрезерный станок по камню с чпу HLSD-1530M-2
Фрезерный станок по камню с чпу HLSD-1530M-2 -
 Пятиосевая мостовая пила HKNC-500 PLUS
Пятиосевая мостовая пила HKNC-500 PLUS -
 5-осевая мостовая пила с ЧПУ HKNC-450 PLUS
5-осевая мостовая пила с ЧПУ HKNC-450 PLUS -
 Трехосевая мостовая пила HLSQ-700
Трехосевая мостовая пила HLSQ-700 -
 4-осевой 3D-гравировальный станок HLSD3-1525
4-осевой 3D-гравировальный станок HLSD3-1525
Связанный поиск
Связанный поиск- Какой завод гидроабразивной резки
- Поставщики 3D гравировальный станок для камня для продажи
- Завод по продаже гравировальных станков по камню
- Заводы с мостовыми камнерезными станками
- Производитель мостовой фрезы для камня
- Производители камнерезных станков с водой
- чпу для резки керамогранита
- Поставщики гранита мост резки машины
- резка обработка и отделка камня для памятников
- гидроабразивная резка оборудование