








гидроабразивная резка станок
Когда слышишь ?гидроабразивная резка станок?, многие представляют этакую волшебную машину, режущую всё подряд без усилий. На деле же — каждый миллиметр реза приходится выверять давлением, абразивом и скоростью, иначе вместо аккуратного края получится ?рванина?, которую клиент в глаза показывать не станет.
Почему вода режет камень
До сих пор встречаю заказчиков, уверенных, что главное в гидроабразивной резке — насос высокого давления. Да, без 4000 бар никуда, но если смесительная камера не отбалансирована — весь напор уйдёт в перерасход абразива. Как-то на объекте в Подмосковье пришлось трижды перенастраивать сопло Garnet 80 Mesh, потому что владелец купил ?универсальный? станок без учёта мраморной крошки в материале.
Кстати, про абразив. Китайский гранатовый песок иногда даёт непредсказуемый износ уплотнителей — видимо, из-за фракционной неоднородности. Приходится держать про запас тефлоновые кольца даже на новых линиях. А вот с турецким абразивом таких казусов меньше, но цена уже другая.
Заметил, что многие цеха экономят на системе фильтрации воды. Кажется, мелочь — но если в магистрали остаётся песчинка крупнее 5 микрон, ресурс керамического сопла падает втрое. Один раз видел, как после месяца работы с неотфильтрованной водой алмазное направляющее отверстие стало похоже на кратер луны.
Оборудование которое не подводит
За 15 лет работы перепробовал штук восемь брендов. Скажу так: если нужен станок для ежедневной резки гранита по 12 часов — лучше брать проверенные модели. Например, у гидроабразивная резка станок от HuaLong Machinery (https://www.bridgesaw.ru) неплохо продумана система стабилизации давления. Резали как-то сланцевые плиты — материал капризный, с включениями кварца. Так их станок HL-5G выдал стабильные 3800 бар без скачков, хотя конкуренты на таких же задачах ?плыли? на 200-300 бар.
Кстати про китайские станки. Многие до сих пор морщатся, мол, ненадёжно. Но те же HuaLong с 1990 года делают упор на R&D — их инженеры сами приезжали на наш цех в Новосибирске, когда мы жаловались на вибрацию портальной балки. Через полгода прислали обновлённые чертежи креплений. Это дорогого стоит.
Особенно оценил в их последних моделях систему предсказания износа сопла. Не то чтобы прямо панацея, но когда датчик начинает сигнализировать за 4-5 часов до критического износа — уже успеваешь подготовить замену без остановки смены.
Где ошибаются новички
Самая частая ошибка — попытка резать ?на максималках?. Помню случай: заказчик требовал ускорить резку нержавейки 20 мм. Подняли скорость на 30% — вроде режет. Через неделю клиент вернул партию с дефектами: в нижней кромке появились ступеньки из-за лагования луча. Пришлось переделывать за свой счёт.
Ещё один момент — подготовка воды. Казалось бы, чего проще? Но если в системе жёсткость выше 3 мг-экв/л — прощай, ресурс уплотнителей высокого давления. Как-то в Воронеже пришлось полностью менять сальниковый узел после трёх месяцев работы с неумягчённой водой. Хозяин цеха потом считал убытки — дороже вышло, чем поставить нормальный фильтр сразу.
И да, никогда не используйте рециркуляцию абразива для ответственных заказов. Проверено на горьком опыте: при повторном использовании гранатового песка в кромке реза остаются микрозадиры. Для технических деталей сойдёт, но для полированного гранита — только брак.
Неочевидные нюансы которые решают всё
Мало кто задумывается о температурном режиме в цехе. А между тем, если летом температура поднимается выше 28°C — вязкость воды меняется, и точность реза падает на 0,1-0,2 мм. Для архитектурных элементов это уже критично. Пришлось как-то устанавливать кондиционер в резальный отсек — сразу ушли проблемы с ?гуляющим? контуром.
Ещё один подводный камень — вибрация. Станок стоит идеально по уровню, но если рядом работает кран-балка или пресс — прощай, точность. Решение простое до безобразия: залили отдельный фундамент с демпфирующими прокладками, отвязанный от основного пола. Помогло.
Сейчас многие гонятся за автоматизацией, но для среднего цеха иногда выгоднее взять полуавтомат с ручной загрузкой. Например, модели с ЧПУ от HuaLong конечно хороши, но когда режешь штучные изделия — их загрузочные столы простаивают. А вот их же станок HL-3A с ручной подачей — золотая середина для мастерской, где каждый день новые эскизы.
Что будет дальше с технологией
Судя по последним выставкам, упор сейчас идёт на ?зелёные? решения. Тот же гидроабразивная резка станок нового поколения от HuaLong потребляет на 15% меньше энергии за счёт рекуперации в насосной группе. Для цеха, работающего в три смены — это тысячи киловатт экономии в месяц.
Потихоньку внедряется ИИ для прогнозирования износа. Пока сыровато, но когда нейросеть научится учитывать тип материала и примеси — можно будет избежать 80% внезапных поломок. На тестовом стенде в Путине (Китай) их инженеры уже добились точности прогноза в 92%.
Лично я считаю, что будущее — за гибридными решениями. Например, гидроабразивная резка плюс лазерная доводка кромки. Видел экспериментальную установку у тех же HuaLong — для мебельного камня просто идеально. Правда, стоимость пока заоблачная, но лет через пять станет доступной.
Вместо заключения: просто работаем
В этой профессии главное — не гнаться за модными ?фишками?, а понимать физику процесса. Даже самый продвинутый гидроабразивная резка станок — всего лишь инструмент. Мастер не там, где нажимает кнопки, а там, где по звуку движения воды определяет, что пора менять абразив.
Кстати, про звук — это не шутка. Опытный оператор слышит изменение тона в работе насоса за минуты до срабатывания датчиков. Так что никакой ИИ пока не заменит человеческое ухо и многолетний опыт.
Что касается брендов — работал и с европейскими, и с китайскими. Вывод прост: если производитель, как HuaLong, держит собственное КБ и экспериментальный цех — ему можно доверять вне зависимости от страны происхождения. Проверено гранитом, нержавейкой и срочными заказами.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 4-осевой 3D-гравировальный станок HLSD3-1525
4-осевой 3D-гравировальный станок HLSD3-1525 -
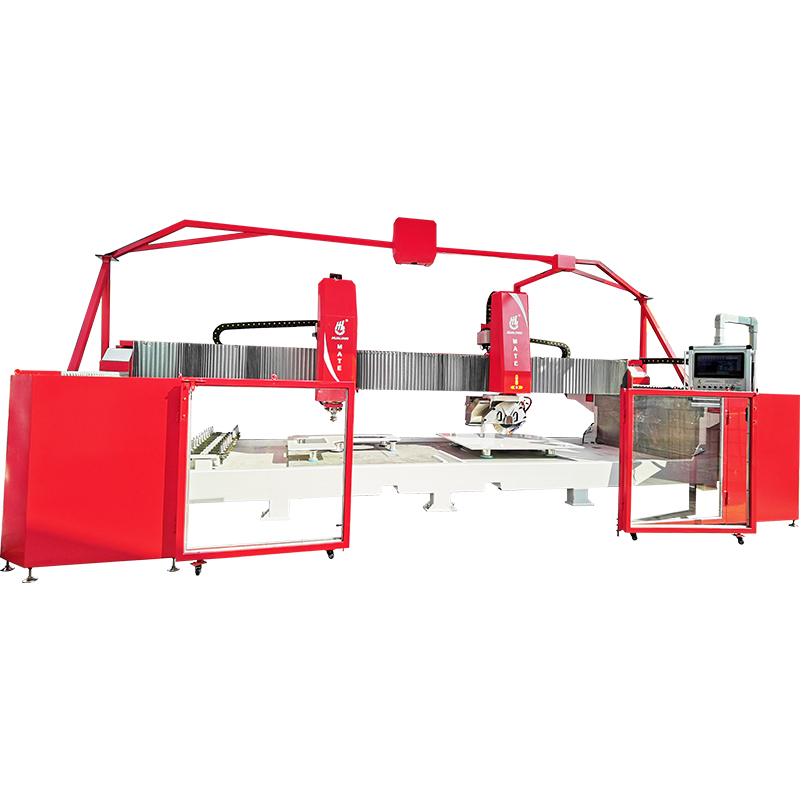
 Пятиосевая мостовая пила HKNC-500 PLUS
Пятиосевая мостовая пила HKNC-500 PLUS -
 Пятиосевой Гидроабразивный Станок HLRC – 2515p
Пятиосевой Гидроабразивный Станок HLRC – 2515p -
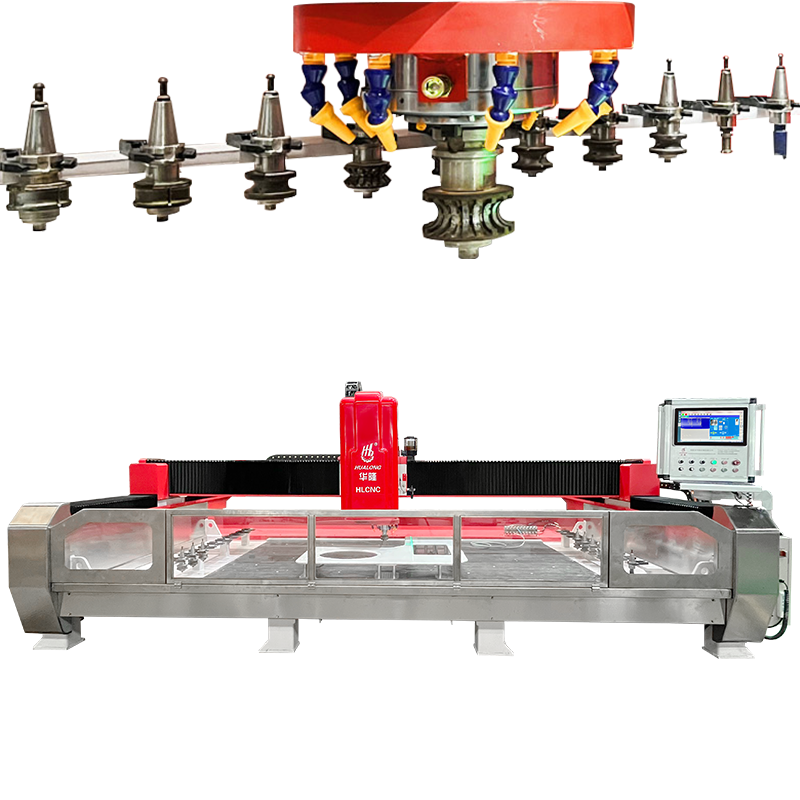 Обрабатывающий центр по камню с ЧПУ HLCNC – 3319
Обрабатывающий центр по камню с ЧПУ HLCNC – 3319 -
 Многодисковые мостовые станки в карьере
Многодисковые мостовые станки в карьере -
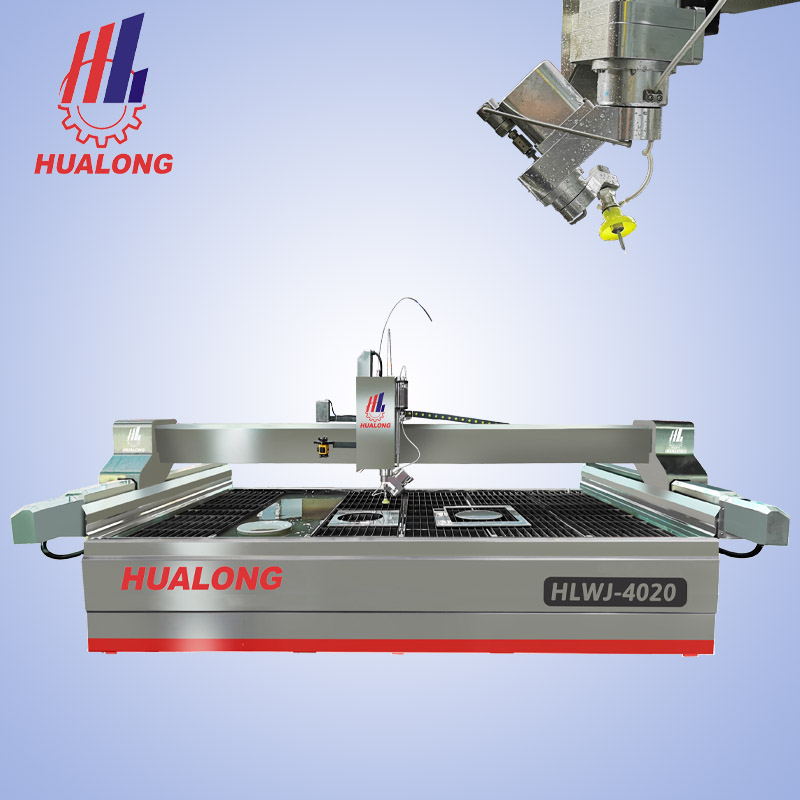 Гидроабразивной резки HLRC-4020
Гидроабразивной резки HLRC-4020 -
 Гидроаброзианая резка для камня HLRC – 4020
Гидроаброзианая резка для камня HLRC – 4020 -
 Гидроабразивный станок с насосом KMT
Гидроабразивный станок с насосом KMT -
 3-осевой обрабатывающий центр HLCNC-3319
3-осевой обрабатывающий центр HLCNC-3319 -
 4-осевой мостовой станок с ЧПУ HLNC-450Plus
4-осевой мостовой станок с ЧПУ HLNC-450Plus -
 Трехосевая мостовая пила HLSQ-700
Трехосевая мостовая пила HLSQ-700 -
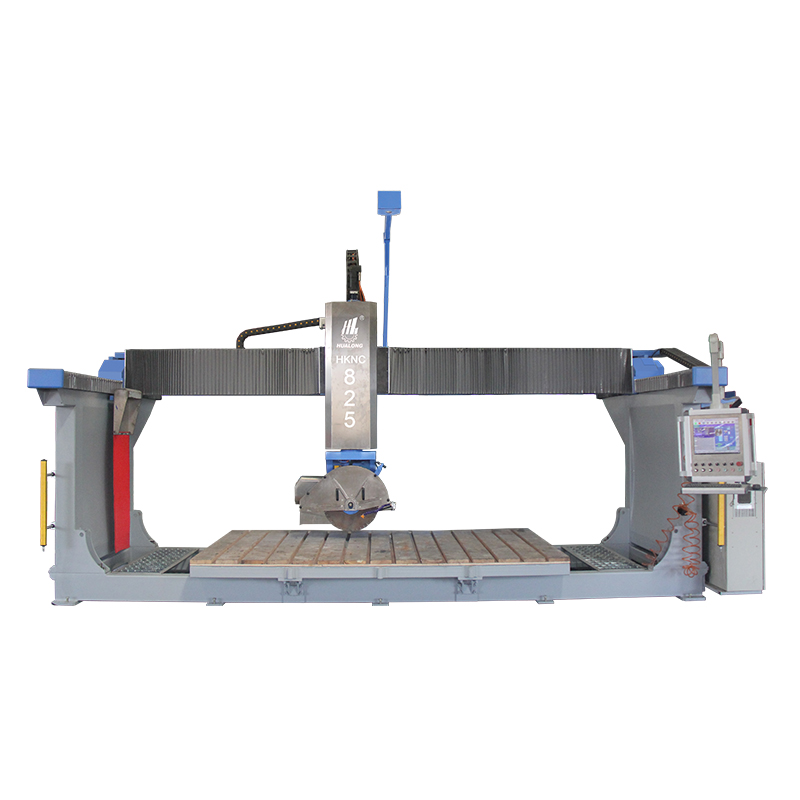
 Пятикоординатный мостовой фрезерный станок с ЧПУ HKNC-500 Plus
Пятикоординатный мостовой фрезерный станок с ЧПУ HKNC-500 Plus
Связанный поиск
Связанный поиск- производители оборудования для обработки камня на продажу
- Завод гидроабразивной резки в Москве
- Поставщики гравировальных станков для камня для продажи
- водоструйный станок с чпу
- Завод полировальной головки для гранита
- Поставщики Цена станка для резки плитки
- гидроабразивная струя
- 5-осевая мостовая пила
- камнерезный станок 400
- Производители станков гидроабразивной резки цена